 Английский
Английский 中文简体
中文简体Ротогравюрная печатная машина: как она работает, для чего используется и как ее выбрать
Машины ротогравюрной печати занимают лидирующие позиции в мире промышленной печати — они дороги в установке, технически требовательны и способны обеспечить качество печати и объемы печати, с которыми не может постоянно сравниться ни один другой процесс печати в таком масштабе. Если вы впервые оцениваете оборудование глубокой печати или пытаетесь понять, является ли ротогравюрная машина подходящей инвестицией для ваших производственных требований, это руководство дает вам подробное практическое описание того, как работает процесс, из чего состоит оборудование, где оно используется и на что следует обращать внимание при выборе машины.
Как на самом деле работает ротогравюрная печать
Ротогравюра — это процесс глубокой печати, при котором изображение выгравировано на поверхности цилиндра, а не возвышается над ним. Цилиндр глубокой печати — обычно стальной сердечник с медным поверхностным слоем — покрыт миллионами крошечных утопленных ячеек. Каждая ячейка содержит определенный объем чернил, и этот объем определяет, сколько чернил наносится на подложку в этой точке, что, в свою очередь, контролирует плотность цвета и градацию тонов.
Во время процесса печати цилиндр глубокой печати вращается в красочной ванне или заполняется краской с помощью ракельной системы. Ракельное лезвие с прецизионной заточкой очищает поверхность цилиндра, оставляя чернила только в выгравированных ячейках. Подложка — пленка, фольга, бумага или ламинат — проходит между цилиндром глубокой печати и резиновым печатным валиком. Печатный валик оказывает давление, вытягивая краску из ячеек на подложку. На современных высокоскоростных машинах глубокой печати этот перенос происходит со скоростью, которая может превышать 300 метров в минуту.
Для каждого цвета в дизайне требуется отдельный цилиндр глубокой печати и отдельная печатная секция на печатной машине. Для полноцветной гибкой упаковки обычно используется от шести до десяти печатных секций, расположенных последовательно, с сушильными печами между каждой секцией для испарения растворителя перед нанесением следующего цвета. Результатом является точно совмещенный отпечаток высокой плотности с глубиной и постоянством тонов, который чрезвычайно сложно воспроизвести с помощью флексографской или цифровой печати в сопоставимых объемах.
Ключевые компоненты машины глубокой печати
Понимание основных компонентов машины глубокой печати помогает при оценке технических характеристик, сравнении поставщиков и диагностике проблем с качеством печати на производстве. Вот критические системы:
Цилиндр глубокой печати
Цилиндр глубокой печати является основой процесса и наиболее значительным элементом затрат за пределами самой печатной машины. Стандартный цилиндр состоит из стального или алюминиевого основания, гальванического медного слоя, на котором выгравировано изображение, и твердого хромированного покрытия меди, которое продлевает срок службы цилиндра во время прессования. Клетки гравируются либо с помощью электромеханической гравировки — когда алмазный иглу разрезает отдельные ячейки на высокой скорости под управлением компьютера — либо с помощью лазерной гравировки, при которой используется лазер для абляции слоя цинка или полимера поверх меди. Электромеханическая гравировка на меди остается отраслевым стандартом для большинства гибких упаковочных работ благодаря точности геометрии ячеек и качеству печати.
Геометрия ячеек — форма ячеек, глубина и линейка растра (ячеек на сантиметр) — напрямую контролирует наложение чернил и качество печати. Более глубокие клетки переносят больше чернил и производят более высокую плотность; более мелкие клетки дают более светлые тона. Разрешение трафаретной печати для упаковки глубокой печати обычно составляет от 70 до 180 строк на сантиметр в зависимости от подложки и требуемого разрешения. Окружность цилиндра определяет длину раппорта печатаемого изображения, которая должна точно соответствовать размерам дизайна упаковки.
Система Докторских Лезвий
Ракельное лезвие представляет собой тонкое гибкое стальное или композитное лезвие, которое прижимается к вращающемуся цилиндру глубокой печати под точно контролируемым углом и давлением. Его функция — очистить поверхность цилиндра после нанесения краски, оставляя чернила только в утопленных ячейках. Угол ракеля, давление и материал лезвия существенно влияют на качество печати. Слишком агрессивное лезвие вызывает преждевременный износ цилиндра и появление полос; лезвие при недостаточном давлении оставляет чернила на участках контакта между ячейками, производя тональное загрязнение. В большинстве современных машин глубокой печати используются закрытые ракельные камеры, которые уменьшают испарение чернил и минимизируют воздействие растворителя в среде печати.
Оттискный валик
Печатный валик представляет собой валик с резиновым покрытием, который прижимает носитель к цилиндру глубокой печати для облегчения переноса краски. Твердость печатного валика, измеряемая по Шору А, влияет на эффективность переноса краски и плотность печати. Более твердые валики обеспечивают более чистые края и используются для работы с линиями и текстом; более мягкие валики лучше приспосабливаются к изменениям поверхности подложки и используются для тональной и фотографической репродукции. Давление отпечатка регулируется и устанавливается для каждого задания в зависимости от типа носителя и вязкости чернил.
Система сушки
Между каждой печатной секцией чернила должны быть достаточно высушены, чтобы предотвратить загрязнение и слипание чернил. Чернила для глубокой печати для гибкой упаковки обычно изготавливаются на основе растворителей — в системе сушки используется нагретый воздух для быстрого испарения носителя растворителя. Длина сушильной печи, температура и скорость воздуха определяют, насколько быстро может работать пресс: более длинные печи и более высокие температуры позволяют увеличить скорость пресса. Чернила для глубокой печати на водной основе, используемые в некоторых областях применения бумаги и картона, требуют больше энергии для сушки и более длительного времени пребывания в печи, чем чернила на основе растворителей, что сравнительно ограничивает скорость печати.
Система контроля натяжения полотна
Поддержание постоянного натяжения носителя по всей печатной машине имеет решающее значение для совмещения отпечатков, особенно на тонких, растяжимых пленках, которые реагируют на изменения натяжения изменениями размеров. В современных машинах глубокой печати используются системы контроля натяжения с замкнутым контуром с тензодатчиками и прижимными роликами с сервоприводом для поддержания постоянного натяжения полотна. В системах управления приводкой используются оптические датчики и моторизованные приводы цилиндров для обеспечения точного выравнивания цветов — современные системы обеспечивают допуск приводки от ±0,1 до ±0,2 мм при полной производственной скорости.
Где используются ротогравюрные прессы
Машины ротогравюрной печати используются в относительно узком круге отраслей, где их специфическое сочетание качества печати, стабильности и экономичности больших объемов печати является наиболее выгодным. Основными областями применения являются:
- Гибкая упаковка: Доминирующее применение глубокой печати во всем мире. Пакеты для закусок, пакеты-стойки, обертки для конфет, упаковка для замороженных продуктов, пакеты для корма для домашних животных и пакетики для приправ почти повсеместно печатаются на машинах глубокой печати при больших объемах производства. Этот процесс позволяет обрабатывать тонкие полиэфирные, полипропиленовые, нейлоновые и полиэтиленовые пленки, используемые в гибкой упаковке, лучше, чем любые альтернативы, на высоких скоростях.
- Декоративные ламинаты и поверхностные пленки: Напольные покрытия, мебельные панели и декоративные поверхности печатаются на ротогравюрных машинах с использованием УФ-отверждаемых или сольвентных красок на бумажных или пленочных подложках, которые впоследствии ламинируются на картон или МДФ. Повторяющиеся узоры и воспроизведение текстур древесины в этих приложениях требуют глубины тона и постоянства рисунка, которые обеспечивает глубокая печать.
- Печать публикаций и журналов: Журналы, каталоги и газетные приложения с большими тиражами исторически печатались на машинах глубокой печати — этот процесс обеспечивает превосходное фотографическое воспроизведение на бумаге с покрытием на очень высоких скоростях. Однако снижение тиражей печатной продукции значительно сократило этот сегмент, и в последние годы большая часть мощностей глубокой печати была выведена из эксплуатации или переоборудована.
- Обои и специальный текстиль: При изготовлении виниловых обоев и некоторых приложениях для печати на текстиле используются машины глубокой печати для нанесения повторяющихся рисунков и обработки поверхности в объемах, необходимых для коммерческого внутреннего применения.
- Защищенная печать: На банкнотах, паспортах и официальных документах используется глубокая печать — близкая родственница глубокой печати — для рельефных тактильных элементов, которые трудно подделать. Для этой цели государственные типографии используют специализированные машины глубокой печати с защитой.
Ротогравюра против флексографской печати: какой процесс имеет смысл?
Сравнение ротогравюрной и флексографской печати является наиболее распространенным оценочным решением для производителей гибкой упаковки. Оба процесса печатают на одинаковых носителях с высокой скоростью, но имеют принципиально разные экономические характеристики и характеристики. Вот прямое сравнение:
| Фактор | Ротогравюра | флексографский |
| Качество печати | Отлично — превосходная глубина и постоянство тона | От хорошего до очень хорошего — значительно улучшилось благодаря HD-пластинам |
| Стоимость цилиндра / пластины | Высокий — 500–2000 долларов за цилиндр глубокой печати. | Умеренный — 100–500 долларов за комплект флексографских пластин. |
| Время приладки | Дольше — замена и настройка цилиндров требуют много времени. | Короче — монтаж и настройка пластины быстрее |
| Экономика длины пробега | Лучше всего подходит для длинных пробежек (500 000 м). | Лучше для средних дистанций (50 000–500 000 м). |
| Нажмите Скорость | До 300–400 м/мин | До 400–600 м/мин (некоторые конфигурации) |
| Тип чернил | В основном на основе растворителей; доступный на водной основе | Варианты на основе растворителей, на водной основе и УФ/ЭБ. |
| Прочность цилиндра/пластины | Превосходно — хромированные баллоны служат миллионы метров. | Хорошо — пластины обычно выдерживают 1–3 миллиона отпечатков. |
Фундаментальное практическое правило: ротогравюра становится экономически выгоднее флексографской печати по мере увеличения длины тиража. Высокая стоимость цилиндров амортизируется при больших объемах печати, в результате чего стоимость печати на единицу продукции становится ниже флексографской. Для SKU с небольшими тиражами или частыми изменениями дизайна флексографская печать обычно имеет больший экономический смысл, несмотря на компромисс в качестве печати.
Типы машин глубокой печати
Не все машины глубокой печати одинаковы. Машины ротогравюрной печати выпускаются в нескольких конфигурациях в зависимости от применения, подложки и производственной среды:
Встроенная (стековая) конфигурация
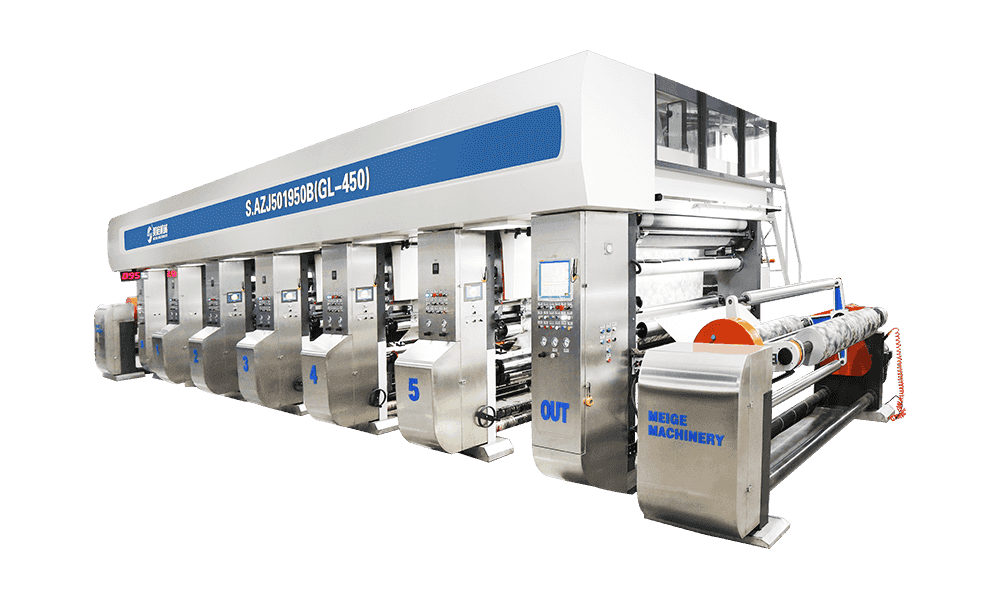
В линейных машинах глубокой печати печатные секции располагаются в горизонтальной линии, при этом полотно последовательно проходит через каждую секцию. Это наиболее распространенная конфигурация гибкой упаковки глубокой печати. Путь полотна между блоками обеспечивает место для сушильных шкафов, а линейное расположение упрощает контроль натяжения. Современные линейные машины глубокой печати для упаковки обычно оснащены шестью-десятью цветными блоками с автоматическим контролем приводки, системами восстановления растворителя, а также автоматическими размоточными и перемоточными устройствами для непрерывного производства.
Прессы для глубокой печати публикаций
Машины глубокой печати для публикаций — это значительно более крупные машины, предназначенные для широкорулонной печати на бумаге на высоких скоростях. Они печатают на обеих сторонах полотна одновременно, используя спутниковые конфигурации, и работают со скоростью 12–15 метров в секунду при ширине полотна, превышающей 3000 мм. Эти машины представляют собой новейшее оборудование глубокой печати и производятся небольшим количеством специализированных производителей. Экономика глубокой печати требует ежегодных объемов печати в сотни миллионов экземпляров, чтобы оправдать капиталовложения.
Узкорулонные прессы глубокой печати
Узкорулонные машины глубокой печати работают с шириной полотна 200–600 мм и используются для этикеток, специальной упаковки и декоративных изделий небольшими тиражами. Они предлагают преимущества глубокой печати в качестве печати при меньших капитальных затратах и меньшем диаметре цилиндра, что снижает стоимость инструмента на одно задание. Узкорулонная глубокая печать нашла свою нишу на рынках этикеток премиум-класса и косметической упаковки, где требования к качеству печати высоки, но продолжительность тиражей короче, чем у типичных работ по гибкой упаковке.
На что следует обратить внимание при покупке машины глубокой печати
Покупка машины глубокой печати является важным капитальным решением: стоимость новых машин от крупных производителей обычно стоит от 1 до 5 миллионов долларов и более в зависимости от ширины, скорости, количества единиц и уровня автоматизации. Бывшие в употреблении прессы глубокой печати доступны по значительно более низкой цене, но требуют тщательной оценки. Вот ключевые характеристики и факторы для оценки:
- Ширина полотна: Максимальная ширина носителя, которую может обрабатывать печатная машина, определяет, какие рынки и форматы продукции вы можете обслуживать. Машины глубокой печати для гибкой упаковки обычно имеют ширину полотна от 800 до 1600 мм. Подберите ширину полотна в соответствии с ожидаемым ассортиментом продукции — более широкие печатные машины стоят дороже, но позволяют использовать больше полос движения, что повышает экономичность при выполнении больших объемов работ.
- Максимальная скорость печати: Номинальная скорость имеет значение, но достижимая скорость производства на вашем конкретном носителе и наборе работ — это то, что на самом деле определяет производительность. Для тонких, растяжимых пленок может потребоваться работа на скорости значительно ниже номинальной для поддержания приводки. Попросите справочные данные о скорости, достигнутой на материалах, аналогичных предполагаемому использованию.
- Количество печатных единиц: Большее количество единиц позволяет использовать больше цветов за один проход, что устраняет необходимость в двойном проходе при работе со сложным дизайном. Для гибкой упаковки все чаще становится стандартом минимум восемь единиц; десять или более единиц предпочтительнее для работ, требующих триадных цветов, плашечных цветов и покрытий за один проход.
- Система управления регистром: Подробно оцените систему управления регистром, в частности тип датчика, скорость коррекции и минимальный шаг коррекции. В современных печатных машинах системы приводки на основе камер, которые считывают реальные отпечатки, обеспечивают более быструю и точную коррекцию, чем старые системы на основе датчиков.
- Утилизация растворителей и контроль выбросов: Глубокая печать на основе растворителей приводит к значительным выбросам летучих органических соединений. В большинстве юрисдикций требуются системы рекуперации растворителей — обычно установки для адсорбции активированным углем — которые улавливают и восстанавливают растворитель для повторного использования или сжигания для получения энергии. Убедитесь, что любая приобретаемая вами печатная машина совместима с оборудованием для контроля выбросов, требуемым на вашем предприятии и в вашей юрисдикции.
- Автоматическое сращивание и контроль натяжения: Системы летающего сращивания на размотке позволяют менять рулоны без остановки пресса, что значительно повышает эффективность машины. Оцените технические характеристики системы контроля натяжения — серворегулирование натяжения с замкнутым контуром с тензодатчиками на каждой единице является текущим стандартом для гибкой упаковки глубокой печати.
- Поддержка производителя и наличие запасных частей: Для такой сложной машины качество послепродажной поддержки так же важно, как и сама спецификация печатной машины. Оцените сервисную сеть производителя, наличие запасных частей и программы обучения. Что касается подержанного оборудования, оцените доступность запчастей самостоятельно — старые прессы из снятых с производства линеек продукции могут стать объектом необходимости технического обслуживания, если запасы запчастей иссякнут.
Цилиндр глубокой печати Management: The Hidden Operating Cost
На цилиндры глубокой печати приходится большая часть стоимости каждого задания, а управление цилиндрами является важной операционной дисциплиной на любом предприятии глубокой печати. Каждое изменение дизайна требует новых цилиндров — полный комплект из восьми-десяти цилиндров для работы по многоцветной упаковке может стоить от 4000 до 20 000 долларов в зависимости от диаметра цилиндра и количества цветов. Такая структура затрат определяет несколько методов эксплуатации, характерных для установок глубокой печати:
Системы хранения и отслеживания цилиндров необходимы при больших объемах операций глубокой печати. Цилиндры для повторяющихся работ хранятся и используются повторно — цилиндр, который используется несколько раз в год, быстро окупает затраты на гравировку. Хромирование перезаряжается между использованиями, а медные слои снимаются и повторно покрываются гальваническим покрытием, когда изменение конструкции требует новой гравировки на корпусе цилиндра. Управление тем, какие цилиндры находятся на хранении, какие нуждаются в замене покрытия и какие находятся в использовании, требует организованных систем инвентаризации, которые многие переработчики недооценивают при планировании новой операции глубокой печати.
Переход к гравировке цилиндров собственными силами, а не к аутсорсингу в гравировальном бюро, экономически оправдан для предприятий, работающих с большими объемами цилиндров. Электромеханический гравировальный станок требует дополнительных капиталовложений в размере от 300 000 до 800 000 долларов США, но сокращение времени оборота цилиндров и стоимости одного цилиндра может обеспечить окупаемость в течение двух-четырех лет для предприятий, потребляющих более 500 цилиндров в год.
Итоги по машинам ротогравюрной печати
А ротогравюрная печатная машина это высокопроизводительное и ответственное оборудование. Этот процесс обеспечивает качество печати и стабильность производства, на которые производители гибкой упаковки и типографии публикаций полагались на протяжении десятилетий, но для реализации этой производительности требуются значительные инвестиции в капитальное оборудование, оснастку для цилиндров, инфраструктуру управления растворителями и квалифицированный эксплуатационный персонал.
Экономика явно отдает предпочтение глубокой печати при больших объемах — когда вы печатаете миллионы погонных метров в год относительно стабильного набора SKU, стоимость печати на единицу и преимущества стабильности имеют решающее значение. Для меньших объемов, более частых изменений дизайна или рынков, где качество флексографской печати достигло паритета для конкретного применения, флексографская печать обычно является лучшим экономическим выбором. По сути, решение основано на расчете объема и ассортимента продукции, а не на предпочтениях по качеству, и правильное проведение этого расчета перед инвестированием в печатную машину глубокой печати является наиболее важным шагом в процессе оценки.
Категории продукта
Рекомендуемые новости
Рекомендуемые продукты
Разнообразие моделей для удовлетворения потребностей развития различных регионов мира.




Напишите нам прямо сейчас!
Быстрые ссылки
Продукты
- Принтер глубокой печати на декоративной бумаге серии KL
- Принтер глубокой печати на декоративной бумаге серии DL
- Принтер глубокой печати на декоративной бумаге серии HL
- Принтер глубокой печати на декоративной бумаге серии MG
- Машина для глубокой печати на декоративной бумаге серии LLW
- Принтер глубокой печати для декоративной бумаги серии BL, CS, JS, CL, JL, EL
- ......
Связаться с нами
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: № 32 Уцзятоу, деревня Цинке, улица Цзиньчэн, район Линьань, город Ханчжоу, провинция Чжэцзян
Copyright © Чжэцзян Мейге Машинери Ко., Лтд. All rights reserved.
 Конфиденциальность
Конфиденциальность