 Английский
Английский 中文简体
中文简体Машины глубокой печати на декоративной бумаге: полное руководство для покупателя и оператора
Декоративная бумага — материал для печатной поверхности, используемый в мебели, напольных покрытиях, шкафах, стеновых панелях и ламинированных изделиях — требует такого уровня постоянства рисунка, точности цвета и производительности, который надежно обеспечивает в промышленном масштабе только одна технология печати: глубокая печать. Машина глубокой печати на декоративной бумаге — это узкоспециализированное капитальное оборудование, которое находится в центре индустрии декоративных поверхностей, производя текстуру дерева, камня, текстиля и абстрактные узоры, которые каждый год появляются на миллиардах квадратных метров ламинированной продукции. В этом руководстве описывается все, что покупатель, руководитель завода или инженер-технолог должен знать об этих машинах: как они работают, что означают ключевые характеристики, как оценивать поставщиков и что отличает высокопроизводительное оборудование от машин, которые изо всех сил пытаются удовлетворить строгие требования к качеству декоративной бумаги.
Почему глубокая печать доминирует в производстве декоративной бумаги
Декоративная бумага имеет особые требования к печати, которые исключают из практического рассмотрения большинство конкурирующих технологий печати. Узоры должны воспроизводиться с микроскопической точностью от рулона к рулону — раппорт текстуры древесины, который смещается на 0,1 мм между двумя рулонами, используемыми на соседних панелях кухонного шкафа, сразу становится видимым как дефект несоответствия. Цвета должны оставаться одинаковыми на протяжении всего производственного цикла, разделенного неделями или месяцами, поскольку декоративная бумага является компонентом более крупной производственной системы, где панели, кромки и соответствующие элементы производятся из разных производственных партий. А пропускная способность должна быть достаточно высокой, чтобы оправдать стоимость специализированной бумажной основы, гравировальных цилиндров и используемых систем чернил.
Ротогравюрная печать — технология, используемая в машины глубокой печати на декоративной бумаге — отвечает всем этим требованиям благодаря своему основному процессу: чернила удерживаются в микроскопических ячейках, выгравированных непосредственно на хромированном медном цилиндре, излишки чернил стираются с поверхности цилиндра ракельным лезвием, а оставшиеся в ячейках чернила переносятся на бумажную подложку под давлением печатного валика. Гравированные ячейки являются постоянными — они не меняются между оттисками — поэтому геометрия рисунка механически фиксируется в цилиндре. Это обеспечивает совмещение шаблонов и точность повторения, с которой не может сравниться ни один другой процесс печати при эквивалентной скорости производства.
Для сравнения, при флексографической печати используются резиновые или фотополимерные пластины, размеры которых изменяются в зависимости от температуры и давления, что приводит к более низкой геометрической точности. Технологии струйной и цифровой печати предлагают гибкость, но в настоящее время не могут сравниться с глубокой печатью по сочетанию плотности покрытия поверхности, стойкости к истиранию нанесения краски и скорости производства, превышающей 200 метров в минуту. Для крупносерийного производства декоративной бумаги глубокая печать является не просто предпочтительной технологией — это единственная технология, которая отвечает совокупным требованиям применения в коммерческом масштабе.
Как работает машина глубокой печати на декоративной бумаге
Понимание принципа работы машины глубокой печати для декоративной бумаги требует отслеживания бумаги и чернил на каждом этапе работы машины: от размотки до перемотки. Процесс является непрерывным — бумажная подложка проходит как непрерывное полотно от подающего ролика через каждую печатную станцию и все системы послепечатной обработки, прежде чем наматываться на готовый выходной рулон.
Система управления подачей полотна и натяжением
Бумажная подложка — обычно декоративная бумага-основа из альфа-целлюлозы с плотностью от 50 до 130 г/м² в зависимости от применения — загружается в виде рулона большого диаметра на разматывающую стойку на входе в машину. Профессиональные прессы для глубокой печати декоративной бумаги используют системы летучего или стыкового сращивания, которые позволяют заменять изношенные рулоны новыми без остановки машины, обеспечивая непрерывное производство в течение длительного периода. Контроль натяжения по всей машине осуществляется с помощью направляющих роликов и систем обратной связи с датчиками нагрузки, которые поддерживают постоянное натяжение полотна на всех печатных станциях независимо от изменения скорости, уменьшения диаметра рулона или изменения свойств носителя. Постоянное натяжение полотна имеет решающее значение для точности совмещения: изменения приводят к неравномерному растяжению полотна, смещающему положение печати относительно раппорта цилиндра.
Печатная станция: цилиндр, ракельное лезвие и оттискный валик.
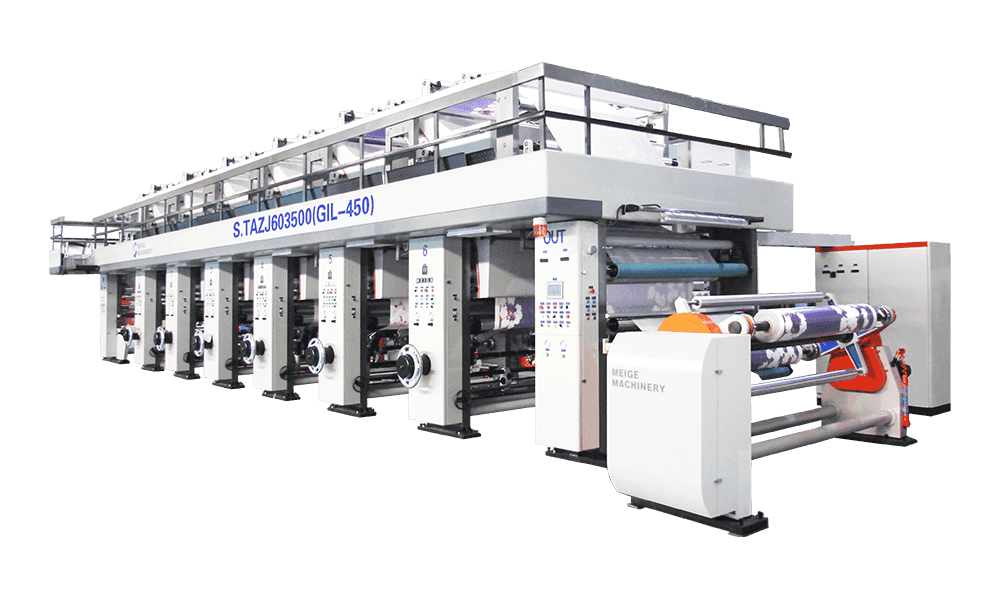
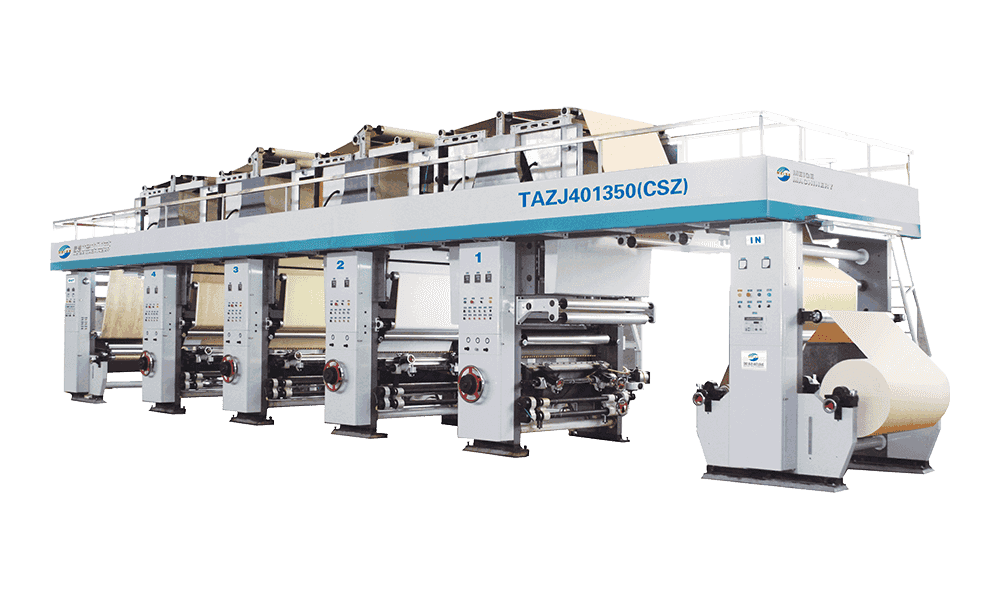
Для каждого цвета декоративного рисунка требуется отдельная печатная станция. Стандартная машина глубокой печати на декоративной бумаге имеет от 4 до 12 печатных станций, расположенных в линию, при этом бумажное полотно проходит через каждую станцию последовательно. Каждая станция содержит три основных компонента: цилиндр глубокой печати, узел ракеля и печатный валик.
Цилиндр глубокой печати является сердцем процесса. Это стальная базовая трубка, покрытая медью толщиной примерно 100–150 микрон, на которой с помощью электромеханической гравировальной головки или процесса химического травления выгравирован рисунок ячейки. После гравировки медная поверхность хромируется до твердости примерно 900–1000 Виккерса, чтобы противостоять износу от ракеля и контакта с краской. Ячейки содержат определенные объемы чернил — глубина ячеек и диаметр отверстия контролируют плотность и покрытие чернил. Для декоративной бумаги окружность цилиндра обычно составляет от 600 мм до 1200 мм, что соответствует длине повторения рисунка.
Ракельное лезвие представляет собой тонкое лезвие из стали или полимера, которое прижимается к вращающейся поверхности цилиндра под контролируемым давлением, вытирая чернила с участков контакта между ячейками, оставляя чернила в самих ячейках. Угол ракельного ножа, контактное давление, материал и скорость колебаний — все это влияет на качество печати и срок службы цилиндра. Печатный валик — стальной валик с резиновым покрытием, расположенный напротив цилиндра — с контролируемой силой прижимает бумажное полотно к поверхности цилиндра с краской, перенося чернила из ячеек на бумагу. Давление отпечатка определяет эффективность переноса чернил и регулируется в зависимости от впитывающей способности бумаги и вязкости чернил.
Подача чернил и контроль вязкости
Чернила доставляются на печатную станцию по замкнутой циркуляционной системе, которая перекачивает чернила из резервуара через лоток для чернил под цилиндром глубокой печати. Цилиндр вращается через лоток для чернил, заполняя выгравированные ячейки чернилами перед циклом очистки ракельного лезвия. Чернила, вытертые с поверхности цилиндра, возвращаются в резервуар через обратный канал, поддерживая непрерывную циркуляцию, которая предотвращает высыхание чернил в лотке и сохраняет постоянные свойства чернил. Системы автоматического контроля вязкости, обычно основанные на измерении эффлюксной чаши с автоматическим дозированием растворителя, поддерживают вязкость чернил в пределах ±0,5 секунды от заданного значения на протяжении всего производственного цикла. Дрейф вязкости является одной из основных причин изменения цвета при глубокой печати, а автоматическое управление устраняет необходимость ручного измерения и настройки с оператора.
Система сушки между печатными станциями
Между каждой печатной станцией отпечатанное полотно проходит через сушильный туннель, где растворитель или вода из чернил испаряется перед нанесением следующего цвета. Полное высыхание между станциями имеет важное значение для точности совмещения цветов: влажные чернила с первой станции переходят обратно на второй цилиндр (так называемый обратный захват) вызывают загрязнение цвета и цилиндра, что быстро ухудшает качество печати. В машинах глубокой печати для декоративной бумаги используются системы сушки горячим воздухом с воздушными струями с регулируемой температурой, направленными на обе поверхности полотна. Температура сушки чернил на основе растворителей обычно составляет от 60°C до 120°C; Системы чернил на водной основе требуют более высоких температур или инфракрасных добавок для достижения эквивалентной скорости испарения. Пары растворителей, извлекаемые из сушильных туннелей, собираются системами рекуперации растворителей или термического окисления, необходимыми для соблюдения экологических требований в большинстве юрисдикций.
Ключевые характеристики, которые следует учитывать при покупке машины глубокой печати для декоративной бумаги
Машины глубокой печати для декоративной бумаги имеют ряд параметров, которые вместе определяют возможности, производительность и пригодность машины для конкретных производственных требований. Следующие характеристики являются наиболее коммерчески и технически значимыми при оценке вариантов оборудования.
| Спецификация | Типичный диапазон | Что это значит для производства |
| Ширина печати | 1000–2200 мм | Определяет максимальную ширину рулона бумаги и производительность за проход. |
| Максимальная скорость производства | 80–300 м/мин | Устанавливает потолок выходной мощности; практическая скорость зависит от чернил и носителя |
| Количество печатных станций | 4–12 цветов | Ограничивает сложность рисунка; больше станций обеспечивают более богатый дизайн |
| Длина повтора цилиндра | 400–1500 мм | Определяет максимальную длину неповторяющегося узора для рисунков из дерева/камня. |
| Точность регистрации | ±0,1–0,3 мм | Точность выравнивания цветов; критично для мелких деталей узоров |
| Совместимость системы чернил | Растворитель / на водной основе / УФ | Определяет варианты чернил, соответствие требованиям VOC и тип системы сушки. |
| Диапазон плотности основания | 40–180 г/м² | Диапазон плотности бумаги, с которой машина может работать без проблем с подачей полотна. |
| Диаметр рулона размотки/перемотки | 800–1500 мм | Ролики большего размера сокращают частоту сварки и повышают эффективность производства. |
Ширина печати: соответствие мощности машины требованиям рынка
Ширина печати является наиболее важным параметром производительности, поскольку она определяет, сколько готовой бумаги производится на метр полотна, проходящего через машину. Печатная машина шириной 1600 мм, работающая со скоростью 150 м/мин, производит 1440 м² печатной бумаги в час перед резкой. Тот же тираж шириной 1000 мм производит всего 900 м² в час — снижение производительности на 37 % при той же скорости машины. Большинство машин глубокой печати на декоративной бумаге, предназначенных для производства мебели и панелей для полов, работают с шириной печати от 1250 мм до 1800 мм, что соответствует стандартной ширине рулонов подложки, поставляемых производителями декоративной бумаги. Более широкие машины производят больше продукции, но требуют пропорционально более тяжелых и дорогих цилиндров, ракельных ножей и оттискных валков, а также предъявляют более высокие требования к инфраструктуре производственного предприятия.
Система регистрации и точность выравнивания цветов
Точность совмещения — точность, с которой каждый цвет располагается относительно других — возможно, является наиболее критичной для качества характеристикой в глубокой печатной машине для декоративной бумаги. В современных профессиональных машинах управление приводкой осуществляется по замкнутому контуру с помощью систем обнаружения регистрационных меток на базе камеры, которые отслеживают положение печати каждой цветной станции в режиме реального времени и выполняют микрорегулировку положения фазы цилиндра с помощью корректирующих сервоприводов. Эти системы могут обнаруживать и исправлять ошибки регистрации размером 0,05 мм или менее, поддерживая выравнивание при изменениях скорости, температуры и изменениях валка. Машины начального уровня или более старые модели, использующие системы регистрации с разомкнутым контуром, полагаются на ручную регулировку оператора и не могут поддерживать ту же точность выравнивания, особенно в периоды обкатки после изменения скорости или на высоких скоростях производства, когда динамика полотна становится более сложной.
Цилиндры глубокой печати для декоративной бумаги: гравировка, характеристики и управление
При глубокой печати на декоративной бумаге цилиндр является наиболее важной переменной затрат и качества за пределами самой машины. Понимание характеристик цилиндров, методов гравировки и управления жизненным циклом имеет важное значение для контроля экономики производства и поддержания качества печати.
Методы гравировки и их влияние на характер печати
Для декоративных бумажных цилиндров для глубокой печати используются два основных метода гравировки. При электромеханической гравировке (EME) используется игла с алмазным наконечником, приводимая в действие электромагнитным приводом, для вырезания отдельных ячеек на медной поверхности со скоростью до 8000 ячеек в секунду. Глубина и ширина иглы варьируются для создания ячеек разного объема, что обеспечивает градацию тонов по всему рисунку. Гравировка EME обеспечивает очень точную геометрию ячеек с одинаковой формой, что делает ее стандартом для декоративных рисунков высокой четкости, требующих мелких деталей текстуры — реалистичной структуры пор древесины, текстуры поверхности камня и тонкого текстильного переплетения.
Лазерная гравировка, а именно лазерная абляция поверхности меди, является все более популярной альтернативой в производстве декоративных бумажных цилиндров. Лазерная гравировка позволяет создавать ячейки более сложной геометрии, включая ячейки с подрезами и ячейки различной формы в одном цилиндре, что обеспечивает характеристики высвобождения чернил, которые EME не может воспроизвести. Цилиндры с лазерной гравировкой позволяют добиться эффекта печати, который более точно имитирует естественную микротекстуру поверхностей дерева и камня, что имеет коммерческое значение для высококачественной декоративной бумаги. Капитальные затраты на оборудование для лазерной гравировки выше, чем у EME, но эксплуатационные расходы на цилиндр ниже, а большая геометрическая гибкость обеспечивает преимущества дифференциации конструкции.
Объем ячейки и управление экраном
Объем ячейки, измеряемый в миллиардах кубических микрон (BCM) на квадратный дюйм или в кубических сантиметрах на квадратный метр (см³/м²), определяет количество чернил, нанесенных на единицу площади печатной поверхности. Для глубокой печати на декоративной бумаге объемы ячеек обычно выше, чем для глубокой печати для публикаций или упаковки, поскольку для декоративной бумаги требуется плотная непрозрачная красочная пленка, которая полностью покрывает белую бумагу-основу и выдерживает последующие процессы обработки поверхности, включая пропитку и прессование в ламинаты. В полнотоновых областях декоративных бумажных узоров обычно используются ячейки объемом 25–45 млрд. см3, а в областях светлых участков и текстуры используются более мелкие ячейки размером 8–18 млрд. см. Линейка экрана — количество ячеек на погонный дюйм или сантиметр — влияет на четкость воспроизводимых деталей. В декоративных бумажных цилиндрах обычно используются растровые линейки от 70 до 120 линий на сантиметр, а более тонкие линейки используются для воспроизведения текстур дерева и камня высокой четкости.
Жизненный цикл и восстановление цилиндров
Цилиндр глубокой печати для производства декоративной бумаги требует значительных инвестиций — обычно от 3 000 до 15 000 евро за цилиндр в зависимости от размера, сложности гравировки и того, находится ли цилиндр в собственности или арендуется через службу поставщика цилиндров. Хромированная поверхность, защищающая гравированную медь, постепенно изнашивается при контакте с ракелем, при этом скорость износа зависит от материала ракеля, контактного давления, абразивности чернил и скорости производства. Хорошо управляемый цилиндр современной глубокой печатной машины для декоративной бумаги обычно обеспечивает от 50 000 до 150 000 погонных метров печати, прежде чем износ хрома снизит качество печати до неприемлемого уровня. На этом этапе цилиндр очищается от слоев хрома и меди, повторно омедняется, повторно гравируется и повторно хромируется — цикл восстановления, который можно повторять несколько раз на одной и той же стальной опорной трубе, что значительно снижает эффективную стоимость жизненного цикла активов цилиндра.
Системы красок для глубокой печати на декоративной бумаге
Система красок, используемая в машине глубокой печати на декоративной бумаге, является критически важной переменной процесса, которая влияет на качество печати, цветовую гамму, производительность сушки, соответствие экологическим требованиям и пригодность готовой напечатанной бумаги для последующих этапов обработки. В производстве декоративной бумаги для глубокой печати используются три основных типа красочной системы.
Чернила для глубокой печати на основе растворителей
Чернила на основе растворителей исторически доминировали в глубокой печати на декоративной бумаге из-за их быстрой скорости высыхания на высоких скоростях машины, превосходной адгезии к обработанным бумажным поверхностям, высокой плотности цвета и сильной устойчивости к последующим процессам ламинирования при высоких температурах и высоком давлении, которым подвергается декоративная бумага. Растворитель-носитель — обычно толуол, этилацетат, метилэтилкетон или их смеси — быстро испаряется в сушильном туннеле, обеспечивая скорость печати 200 м/мин даже при использовании нескольких цветных станций. Основными недостатками являются воздействие выбросов летучих органических соединений (ЛОС) на окружающую среду и здоровье людей, что требует систем регенерации растворителей (на основе конденсации или адсорбции активированным углем) и соблюдения все более строгих правил качества воздуха. Большинство признанных производителей декоративной бумаги, использующих машины глубокой печати с сольвентом, инвестировали в интегрированные системы рекуперации растворителей, которые возвращают 90–95% выбрасываемых растворителей для повторного использования, что значительно снижает как воздействие на окружающую среду, так и стоимость растворителей.
Краски для глубокой печати на водной основе
Краски для глубокой печати на водной основе устраняют проблемы выбросов летучих органических соединений в системах растворителей и все чаще используются производителями декоративной бумаги, сталкивающимися с ужесточением экологического законодательства или ориентированными на рынки со строгими требованиями к качеству воздуха в помещениях для готовой продукции. Чернила на водной основе для глубокой печати на декоративной бумаге за последнее десятилетие существенно улучшили плотность цвета, адгезию и скорость высыхания, но они по-прежнему представляют собой технические проблемы по сравнению с системами на основе растворителей. Энтальпия испарения воды значительно выше, чем у органических растворителей, что требует либо более низких скоростей производства, более длинных сушильных туннелей, более высоких температур сушилки, либо использования инфракрасных добавок для достижения эквивалентных характеристик сушки. Чернила на водной основе также имеют более высокое поверхностное натяжение, что влияет на высвобождение чернил из ячеек глубокой печати и может потребовать корректировки геометрии ячеек и настроек давления отпечатка. Машины глубокой печати, предназначенные для работы с красками на водной основе, имеют улучшенные системы сушки и модифицированные компоненты циркуляции чернил, подходящие для водных сред.
Чернила для глубокой печати, отверждаемые УФ-излучением
Чернила, отверждаемые УФ-излучением, отверждаются путем фотохимического сшивания под воздействием ультрафиолетовых ламп, а не путем испарения растворителя, что приводит к практически нулевому выделению летучих органических соединений и практически мгновенному отверждению. Они обеспечивают исключительную стойкость к истиранию и химическому воздействию отвержденной пленки, что выгодно для декоративной бумаги, которая подвергается прямому механическому контакту при ламинировании или конечном использовании. Однако УФ-краски для глубокой печати значительно дороже, чем системы на основе растворителей или воды, а пленки УФ-отверждаемых красок имеют разные характеристики гибкости, которые необходимо оценивать с точки зрения деформации, которой подвергается печатная бумага во время пропитки и прессования. Системы УФ-глубокой печати для декоративной бумаги представляют собой растущий сегмент, особенно для премиальных и специальных применений, но они еще не вытеснили системы с растворителями в качестве доминирующей технологии для массового производства.
Системы постпечатной обработки на глубокой машине для декоративной бумаги
Сам процесс печати — это лишь часть того, что делает современная машина глубокой печати на декоративной бумаге. Для большинства изделий из декоративной бумаги в печатную машину встроены поточные системы послепечатной обработки для нанесения функциональных покрытий или обработки поверхности сразу после печати и перед окончательной намоткой.
Линейные установки для нанесения покрытий
Многие машины глубокой печати для декоративной бумаги, предназначенные для изготовления мебели и напольных покрытий, включают в себя одну или несколько поточных станций нанесения покрытия, расположенных после станции окончательной печати. Они наносят грунтовку, базовое покрытие или слой обработки поверхности на отпечатанную бумагу, пока она еще находится в рулоне, что исключает отдельную операцию нанесения покрытия в автономном режиме. Обычные встроенные покрытия для декоративной бумаги включают защитные покрытия, препятствующие размазыванию, которые защищают печатную красочную пленку во время перемещения и транспортировки рулона, пропиточные грунтовки, которые предварительно обрабатывают поверхность бумаги для более равномерного впитывания смолы в последующих процессах пропитки, а также функциональные барьерные покрытия, наносимые для конкретных требований конечного использования. Линейная установка для нанесения покрытия обычно представляет собой станцию глубокой печати, в которой используется гладкий или анилоксовый цилиндр, а не гравированный цилиндр, и наносится покрытие с контролируемой плотностью покрытия по всей ширине бумаги.
Системы веб-инспекции
Встроенные системы контроля полотна с использованием камер линейного сканирования высокого разрешения и программного обеспечения для обработки изображений являются стандартными для современных машин глубокой печати для декоративной бумаги. Эти системы сканируют 100 % поверхности печатного полотна на полной производственной скорости, сравнивая изображение в реальном времени с сохраненным эталоном и отмечая дефекты — ошибки совмещения, цветные полосы, ракельные линии, следы повреждения цилиндра и дефекты носителя — в режиме реального времени. Положения дефектов регистрируются с помощью веб-координат, поэтому операторы могут находить и оценивать отмеченные области во время проверки перемотки или последующей обработки. Чувствительность системы контроля регулируется в соответствии со стандартом допуска к дефектам производимой продукции — при производстве высококачественной бумаги для напольных покрытий обычно требуются более строгие критерии выявления дефектов, чем при использовании менее качественной мебельной бумаги.
Общие производственные проблемы на машинах глубокой печати для декоративной бумаги и способы их решения
Понимание дефектов, которые чаще всего возникают при глубокой печати на декоративной бумаге, помогает операторам быстро диагностировать проблемы и принимать правильные корректирующие действия, сводя к минимуму отходы и время простоя.
- Полосы ракельного лезвия (линии лезвия): Мелкие продольные полосы, идущие в направлении машины, вызванные частицами, попавшими между ракельным лезвием и поверхностью цилиндра, повреждением лезвия или неправильным углом контакта лезвия. Корректирующие действия включают увеличение амплитуды колебаний лезвия, проверку давления и угла контакта лезвия, проверку фильтрации чернил на наличие загрязнений, а также проверку хромированной поверхности цилиндра на наличие ямок или шероховатостей, задерживающих частицы.
- Несовпадение цветов: Ошибки выравнивания цветов проявляются в виде ореолов, цветной окантовки или размытых краев рисунка. Вызвано ошибками системы управления приводкой, нестабильностью натяжения полотна, тепловым расширением цилиндров или изменением растяжения подложки. Устраните проблему, проверив, что цели камеры регистрации чистые и хорошо освещены, проверив равномерность натяжения полотна по всей машине, обеспечив достаточное время для прогрева для термостабилизации и проверив, что влажность подложки одинакова от рулона к рулону.
- Распыление и распыление чернил: Мелкие капли чернил оседают за пределами предполагаемой области печати, что наиболее заметно при высоких скоростях печати. Причиной является слишком низкая вязкость чернил, слишком высокое давление отпечатка или слишком низкое поверхностное натяжение чернил. Корректирующие действия включают проверку и корректировку вязкости чернил в соответствии со спецификацией, снижение давления отпечатка до минимума, необходимого для адекватного переноса, а также согласование состава чернил с поставщиком чернил, если проблема сохраняется при нескольких сменах цилиндров.
- Пропущенные ячейки (снежинка): Случайные светлые пятна на сплошных участках печати, вызванные тем, что чернила не переходят от отдельных ячеек к подложке. Обычно возникает из-за шероховатости поверхности бумаги или низкой пористости, препятствующей контакту чернил с ячейками, слишком высокой вязкости чернил, слишком низкого давления отпечатка или загрязнения ячеек засохшими чернилами. Для решения проблемы необходимо проверить настройки давления оттиска, убедиться, что вязкость чернил соответствует техническим характеристикам, проверить значения поверхностной энергии носителя и запланировать очистку цилиндра, если есть подозрение на скопление остатков чернил.
- Изменение цвета внутри рулона (дрейф цвета): Постепенное изменение плотности цвета или оттенка в течение производственного цикла, чаще всего вызванное дрейфом вязкости чернил по мере испарения растворителя из лотка для чернил или изменениями температуры, влияющими на реологию чернил. Убедитесь, что система автоматического контроля вязкости работает правильно, убедитесь, что температура лотка для чернил стабильна, и проверьте скорость циркуляции чернил, чтобы убедиться, что свежие чернила достигают лотка со скоростью, адекватной расходу.
- Веб-брейки: Бумажная подложка рвется во время печати, вызывая остановки производства и отходы материала. Вызывается скачками натяжения из-за дефектов сращивания, чрезмерным давлением прижима на хрупкие сорта бумаги, дефектами бумаги в рулоне носителя или накоплением статического заряда, вызывающим отклонение и перегиба полотна. Убедитесь, что качество сращивания проверено перед тем, как каждое соединение валков поступит в печатную машину, проверьте настройки давления прижима для легких сортов бумаги, установите планки для устранения статического электричества в критических местах пути полотна и просмотрите сертификат качества носителя от поставщика бумаги.
Оценка поставщиков машин глубокой печати на декоративной бумаге
Машина глубокой печати на декоративной бумаге — это многомиллионные капиталовложения со сроком службы, измеряемым десятилетиями. Оценка поставщика заслуживает пропорциональной тщательности: качество машины, коммерческие условия и структура послепродажной поддержки существенно влияют на общую стоимость владения и операционный успех инвестиций.
- Эталонные инсталляции из декоративной бумаги, в частности: Технология глубокой печати используется в упаковке, публикациях и декоративной бумаге, но поставщик с документально подтвержденным опытом установки декоративной бумаги понимает конкретные требования этого применения — широкая ширина печати, большие объемы красочных систем, интеграция нанесения покрытий в линию и стандарты качества индустрии декоративных поверхностей. Прежде чем обращаться к поставщику, запросите рекомендации по эксплуатации установок для производства декоративной бумаги и организуйте посещение объекта.
- Протоколы приемочных испытаний и гарантированные эксплуатационные характеристики: В любом контракте на покупку машины для глубокой печати на декоративной бумаге должны быть указаны условия приемочных испытаний — скорость производства, количество цветов, сорт бумаги, система чернил — и количественные гарантии производительности в отношении точности совмещения, однородности цвета, эффективности сушки и количества дефектов, измеренных во время приемочного прогона. Расплывчатые описания характеристик в контракте не оставляют возможности обратиться за помощью, если после установки машина работает неэффективно.
- Наличие запасных частей и местное сервисное обслуживание: Машина глубокой печати, которая не работает в ожидании замены подшипника печатного ролика или компонента платы управления, обходится гораздо дороже в день из-за производственных потерь, чем любая экономия, достигнутая за счет выбора более дешевой машины или поставщика с плохой инфраструктурой запасных частей. Убедитесь, что критически важные запасные части имеются на складе в вашем регионе поставок, что у поставщика есть обученные сервисные инженеры, которые могут прибыть на ваш объект в течение 24–48 часов в случае критических поломок, и что стабильность бизнеса поставщика поддерживает более чем десятилетние сервисные отношения.
- Цифровая интеграция и готовность к Индустрии 4.0: Современные установки глубокой печати для декоративной бумаги все чаще взаимодействуют с MES (системами управления производством) на уровне предприятия для планирования производства, сбора данных о качестве и профилактического обслуживания. Убедитесь, что архитектура управления машиной поддерживает OPC-UA или эквивалентные открытые протоколы связи, что производственные данные доступны в стандартных форматах и что у поставщика есть план обновлений программного обеспечения и расширения цифровых возможностей в течение срока службы машины.
- Соответствие и сертификация экологической системы: Установки глубокой печати на основе растворителей требуют интегрированных систем рекуперации растворителей или термического окисления, которые должны соответствовать местным экологическим разрешениям. Подтвердите, что поставщик может поставить полную экологическую систему как часть комплекта машины или имеет установленных партнеров по интеграции, что размер системы правильно подобран с учетом уровня выбросов растворителя в прессе при максимальной скорости производства, и что у поставщика есть опыт выполнения требований процесса получения разрешений в вашей юрисдикции.
Категории продукта
Рекомендуемые новости
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Объяснение инспекционной перемоточной машины: как она работает и на что обращать внимание при покупке
2026-05-26Как на самом деле работает машина глубокой печати для отделочных материалов на древесных плитах (и почему это важно)
Рекомендуемые продукты
Разнообразие моделей для удовлетворения потребностей развития различных регионов мира.




Напишите нам прямо сейчас!
Быстрые ссылки
Продукты
- Принтер глубокой печати на декоративной бумаге серии KL
- Принтер глубокой печати на декоративной бумаге серии DL
- Принтер глубокой печати на декоративной бумаге серии HL
- Принтер глубокой печати на декоративной бумаге серии MG
- Машина для глубокой печати на декоративной бумаге серии LLW
- Принтер глубокой печати для декоративной бумаги серии BL, CS, JS, CL, JL, EL
- ......
Связаться с нами
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: № 32 Уцзятоу, деревня Цинке, улица Цзиньчэн, район Линьань, город Ханчжоу, провинция Чжэцзян
Copyright © Чжэцзян Мейге Машинери Ко., Лтд. All rights reserved.
 Конфиденциальность
Конфиденциальность