 Английский
Английский 中文简体
中文简体Ротогравюрная печатная машина: как она работает, что печатает и как выбрать правильную
Как на самом деле работает машина ротогравюрной печати
А ротогравюрная печатная машина — также называемый машиной глубокой печати или ротационной машиной глубокой печати — краска переносится на подложку с помощью гравированного цилиндра. Фундаментальный принцип прост: на поверхности хромированного медного цилиндра выгравированы миллионы крошечных утопленных ячеек, образующих изображение. Цилиндр вращается через чернильный лоток, заполняя каждую ячейку жидкими чернилами. Ракель — тонкое, жесткое стальное или полимерное лезвие, прижатое к поверхности цилиндра — затем соскребает излишки чернил с областей, где нет изображения (неутопленных), оставляя чернила только в выгравированных ячейках. Когда подложка проходит между гравированным цилиндром и покрытым резиной печатным валиком, давление заставляет подложку контактировать с заполненными чернилами ячейками, перенося чернила на материал. В результате получается отпечаток, который впитывает краску непосредственно с утопленного носителя изображения, что является определяющей характеристикой глубокой печати.
Этот процесс повторяется на каждой станции печати на машине — по одной станции на каждый цвет. Современная ротогравюрная машина для упаковки обычно имеет от 6 до 12 цветных станций, расположенных в линию, каждая из которых имеет собственный гравировальный цилиндр, красочную систему и сушильный блок. Полотно подложки (пленка, фольга или бумага) непрерывно проходит через все станции со скоростью от 100 до более 500 метров в минуту, образуя в конце полностью напечатанный многоцветный продукт, готовый к последующей обработке, такой как ламинирование, резка или упаковка.
Ключевые компоненты ротогравюрного пресса
Понимание того, что делает каждая часть устройства, помогает как оценить характеристики оборудования, так и диагностировать проблемы, возникающие при возникновении проблем с качеством печати.
Цилиндр глубокой печати
Гравированный цилиндр глубокой печати является сердцем всего процесса. На стальной цилиндр наносится гальваническое покрытие слоем меди — обычно толщиной 100–150 микрон — который затем гравируется с помощью электромеханической гравировки алмазным стилусом или лазерной гравировки. После гравировки цилиндр хромируется до твердости 900–1000 по Виккерсу, чтобы защитить ячейки от износа ракеля во время длительных производственных циклов. Геометрия ячеек — их глубина, ширина, угол раскрытия и объём — определяет, сколько чернил наносится и, следовательно, плотность тона и насыщенность цвета печатаемого изображения. Глубина ячеек обычно составляет от 12 до 45 микрон в зависимости от требуемой плотности чернил. Окружность цилиндра определяет длину повтора печати, которая должна соответствовать размерам пакета, мешочка или этикетки в конечном продукте.
Система Докторских Лезвий
Ракельный нож — это важнейший прецизионный компонент, который должен поддерживать постоянное и равномерное контактное давление по всей ширине цилиндра. Лезвия обычно изготавливаются из стали толщиной 0,10–0,20 мм (или иногда из композита из углеродного волокна для абразивных материалов) и удерживаются в держателе лезвия под заданным углом — обычно 55–65 градусов к поверхности цилиндра. Прижимное усилие лезвия должно быть тщательно оптимизировано: слишком светлые и остатки чернил на участках, не являющихся изображением, вызывают помутнение фона и увеличение точек; слишком тяжелый, и износ лезвия ускоряется, сокращая срок службы лезвия и увеличивая риск задиров в цилиндре. Современные машины глубокой печати включают в себя замкнутый контур регулирования давления ракельного лезвия и механизмы качания лезвия, которые равномерно распределяют износ по ширине лезвия, продлевая срок службы с нескольких часов до смен или даже полного производственного цикла.
Впечатляющий ролик
Печатный валик — покрытый резиной вал, который прижимает подложку к гравированному цилиндру — контролирует эффективность переноса краски и однородность печати по полотну. Твердость резины (по Шору А) выбирается в зависимости от типа и толщины основания: более твердая резина (70–80 по Шору А) для более толстых и жестких оснований; более мягкая резина (55–65 Шор А) для тонких пленок и деликатных материалов. Состояние отпечаточного валика является одним из наиболее часто упускаемых из виду факторов качества глубокой печати: изношенный, деформированный или эксцентричный отпечаточный валик приводит к появлению пятен печати, отсутствию точек и нестабильной плотности по ширине печати. Прижимные валики следует проверять и повторно шлифовать по определенному графику, основанному на часах работы и типе носителя.
Система циркуляции чернил и поддона ракельного лезвия
Чернила для глубокой печати представляют собой жидкости низкой вязкости на основе растворителей или воды (обычная рабочая вязкость составляет 14–25 секунд в чашке Zahn Cup 2), которые необходимо постоянно рециркулировать для поддержания постоянной вязкости, температуры и цвета на протяжении всего цикла. Каждая печатная секция имеет специальный поддон для чернил, рециркуляционный насос и систему контроля вязкости, которая автоматически добавляет свежие чернила или растворитель для поддержания заданной вязкости по мере испарения растворителя во время производства. Вязкость контролируется либо встроенными вискозиметрами, либо измерениями в чашках по времени, проводимыми оператором пресса через определенные промежутки времени. На современных машинах с сервоприводом контроль вязкости полностью автоматизирован, обеспечивая точность ±0,5 секунды в течение нескольких часов работы, что напрямую влияет на постоянство веса красящей пленки и плотности цвета от начала до конца производственного рулона.
Сушильные установки
Между каждой станцией окраски носитель проходит через сушильный туннель, где нагретый воздух — обычно при температуре 60–120°C — испаряет растворитель или водный носитель из красочной пленки перед нанесением следующего цвета. Адекватная сушка между станциями имеет решающее значение: недостаточно высушенные чернила могут вызвать слипание (слипание слоев на катушке), плохую адгезию между слоями, загрязнение цвета между станциями и задержку растворителя в готовом продукте, что особенно важно при упаковке пищевых продуктов, где на содержание остаточных растворителей распространяются строгие нормативные ограничения. На систему сушки приходится основная часть как энергопотребления машины, так и занимаемой ею площади. Системы инфракрасной сушки и рекуперации тепла все чаще интегрируются в современные печатные машины глубокой печати, чтобы снизить затраты на электроэнергию и соответствовать экологическим нормам по выбросам растворителей.
Типы машин глубокой печати
Не все машины глубокой печати устроены одинаково и предназначены для одних и тех же целей. Основные конфигурации машин различаются тем, как расположены печатные секции, как заправлена лента и с каким диапазоном носителей и форматов они работают.
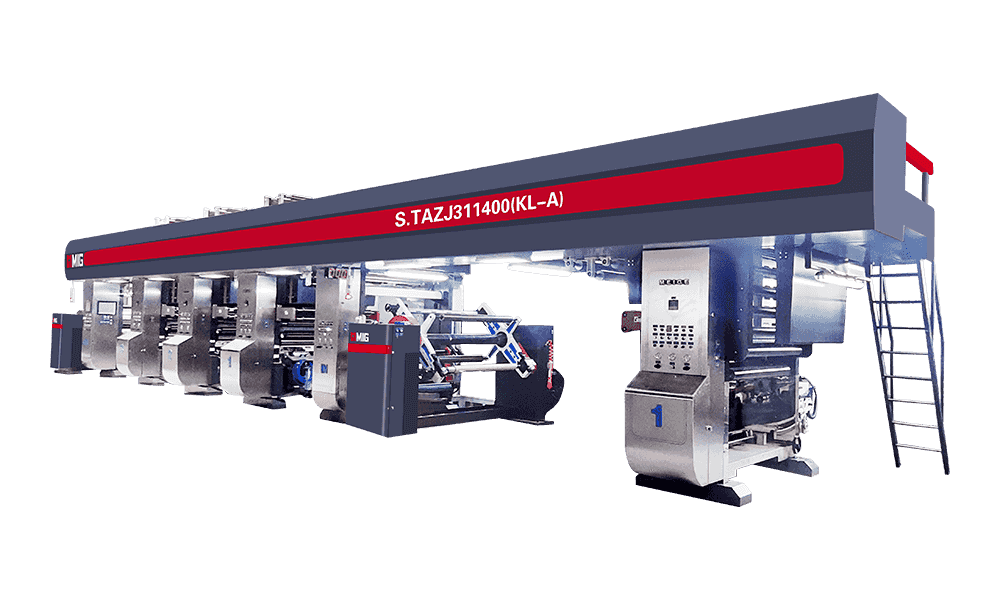
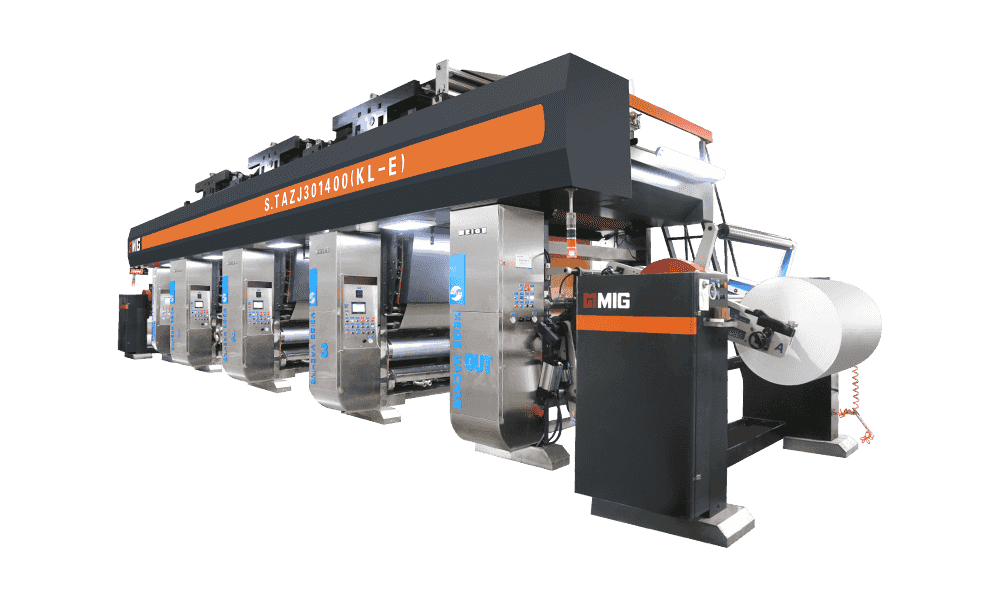
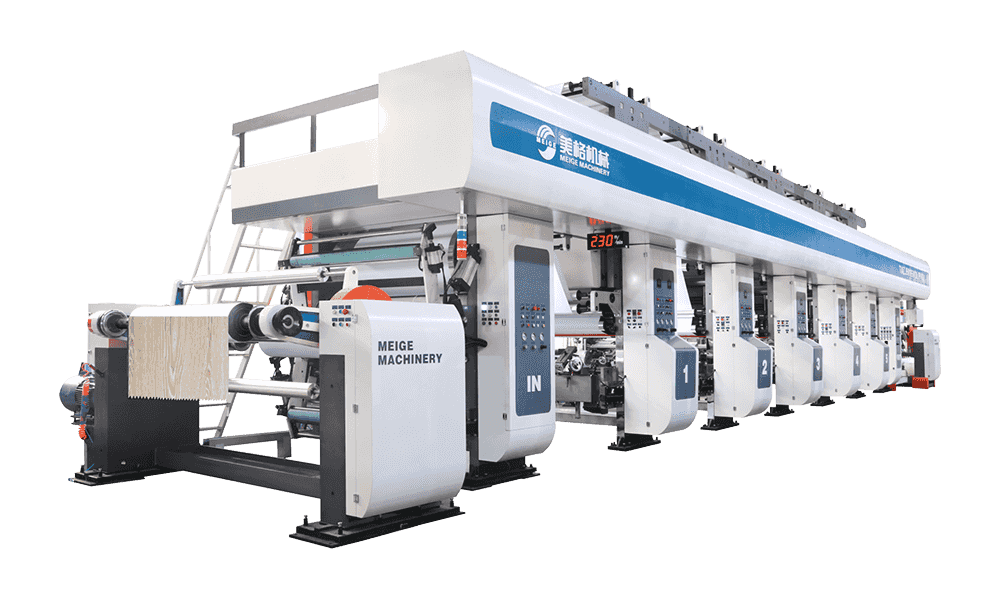
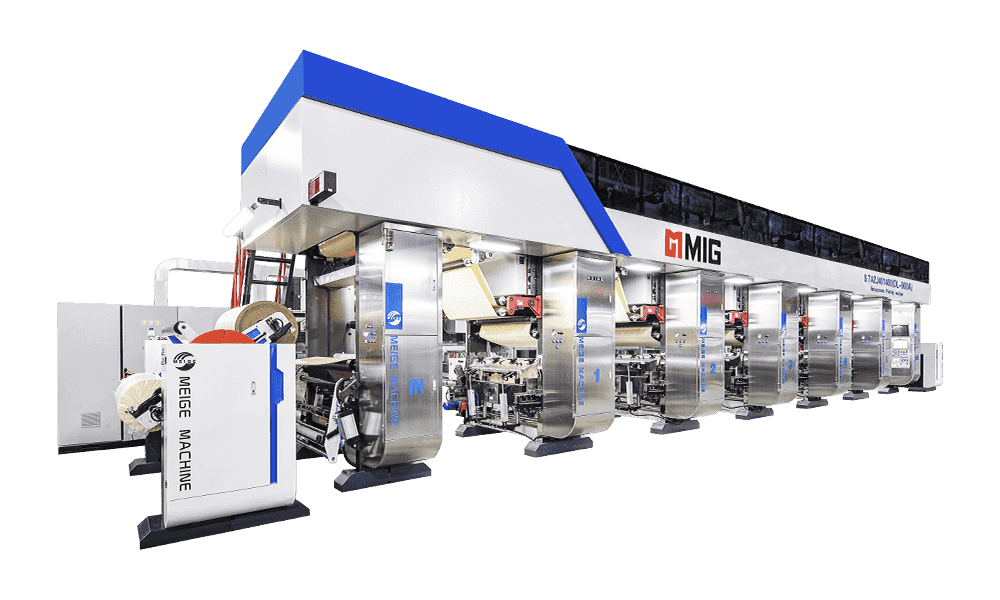
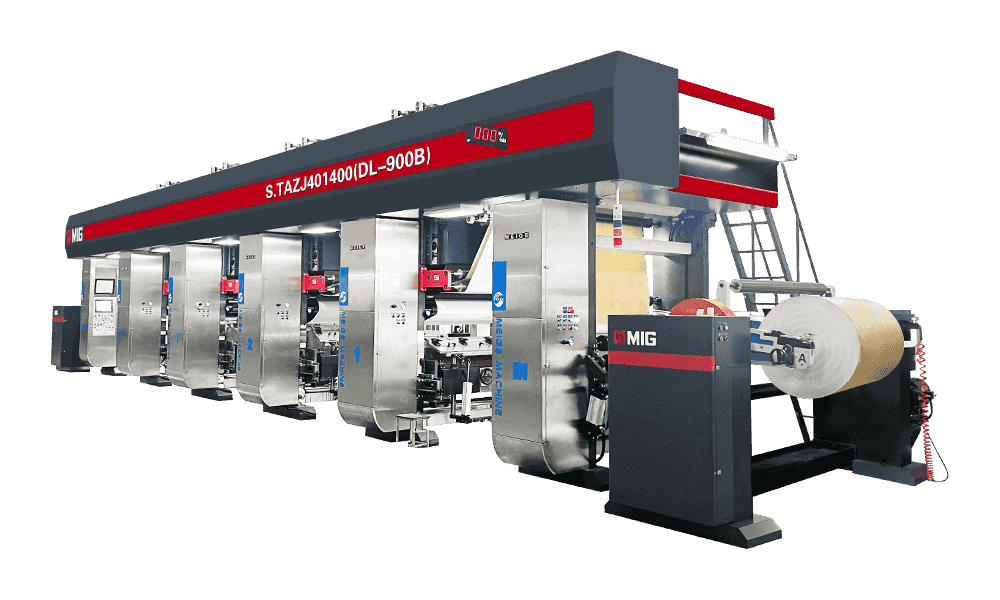
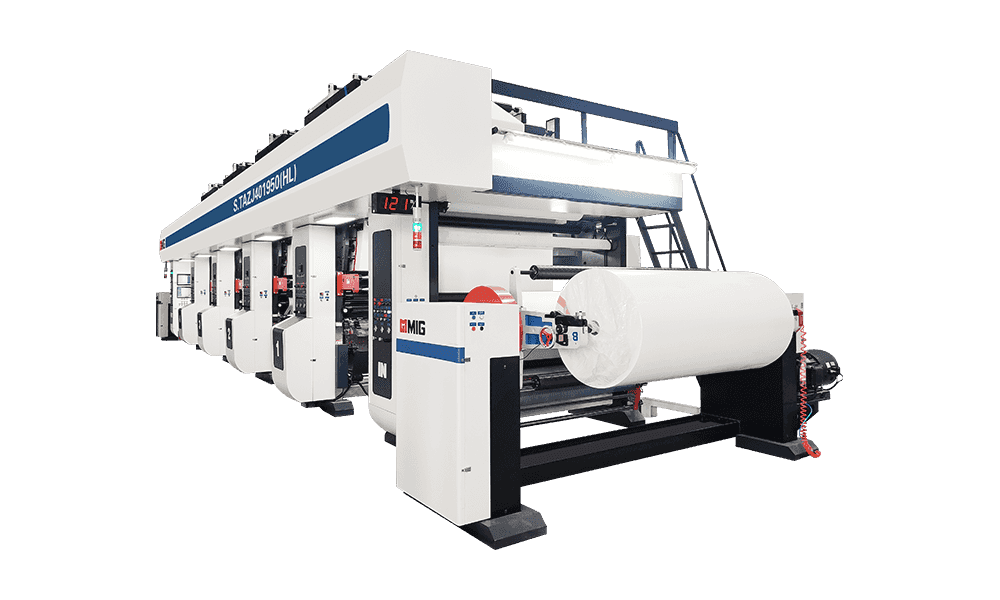
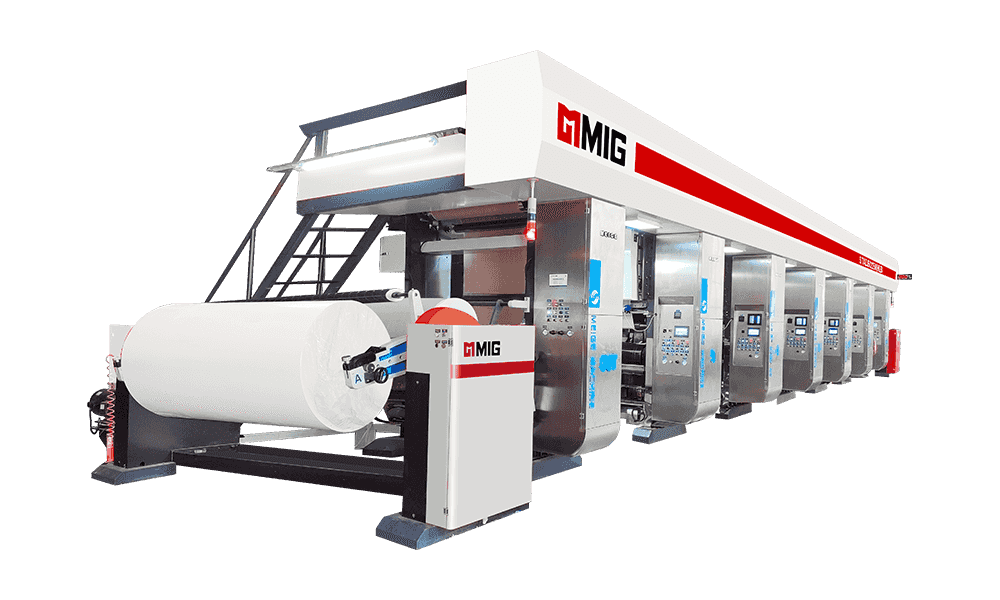
Линейные (стопочные) прессы глубокой печати
В обычной поточной машине глубокой печати печатные секции располагаются последовательно вдоль горизонтальной или слегка наклонной траектории движения полотна. Носитель последовательно проходит от стойки для размотки через каждую печатную секцию, а между каждой цветной станцией - сушку. Эта конфигурация является наиболее распространенной для печати гибкой упаковки, поскольку она обеспечивает легкий доступ к каждому печатному блоку для замены цилиндра, регулировки чернил и очистки, а путь полотна достаточно прост, чтобы свести к минимуму сложность контроля натяжения. Линейные машины для упаковки обычно имеют 6–10 цветных секций с максимальной шириной полотна 800–1400 мм и работают со скоростью 150–400 м/мин в зависимости от носителя и сложности печати.
Машины глубокой печати с центральным оттиском (CI)
В конфигурации с центральным оттиском несколько гравированных цилиндров расположены радиально вокруг одного большого центрального оттискного барабана, а не в последовательную линию. Носитель наматывается на центральный барабан и проходит каждую станцию печати по очереди. Такая конструкция обеспечивает исключительную точность совмещения, поскольку носитель всегда прижимается к одному и тому же центральному барабану на протяжении всей цветной печати, что исключает растяжение полотна и дрейф положения между станциями, которые могут привести к неправильной совмещению при последовательном поточном дизайне. Машины глубокой печати CI предпочтительны для очень тонких приводочных работ, таких как защищенная печать, декоративная печать высокого разрешения и специальная упаковка, требующая жестких допусков на соответствие цвета менее ± 0,1 мм.
Прессы для глубокой печати публикаций
Машины глубокой печати для публикаций — это самые большие машины глубокой печати, предназначенные для печати журналов, каталогов, вкладышей и рекламных приложений на бумаге в очень больших объемах. Эти машины имеют чрезвычайно широкое полотно (до 4000 мм и более), работают со скоростью 400–600 м/мин и обычно оснащены четырьмя цветными блоками CMYK для четырехцветного воспроизведения процесса. Машины глубокой печати для публикаций являются капиталоемкими (новая машина может стоить 10–30 миллионов долларов и более) и экономически выгодны только при тиражах в десятки миллионов экземпляров. Их использование значительно сократилось с развитием цифровых носителей, но они остаются наиболее экономичным методом печати для сверхбольших тиражей периодических изданий.
Специализированные прессы глубокой печати
Помимо упаковки и публикаций, технология ротогравюры используется в специализированных приложениях, включая декоративную печать рисунков древесины и плитки на ламинате и напольных покрытиях, защищенную печать денег и паспортов, трансферную печать декоративных пленок и функциональную печать проводящими чернилами в производстве электроники. В этих приложениях часто используются машины, настроенные по индивидуальному заказу, со специализированными системами подачи чернил, путями движения полотна с контролируемой температурой или регуляторами натяжения, оптимизированными для конкретного носителя — от толстой декоративной бумаги до ультратонкой 6-микронной алюминиевой фольги.
На каких материалах можно печатать с помощью ротогравюрной машины?
Процесс глубокой печати чрезвычайно универсален с точки зрения совместимости подложек. Поскольку он использует чернила низкой вязкости и мягкое печатное давление, он может печатать на материалах, с которыми трудно справиться другим процессам, включая очень тонкие пленки, металлическую фольгу и термочувствительные подложки.
- Пластиковые пленки: BOPP (двуосноориентированный полипропилен), PET (полиэстер), BOPA (двуосноориентированный нейлон), CPP (литой полипропилен), PE (полиэтилен) — глубокая печать на гибких пленочных подложках является крупнейшим в мире применением ротогравюрных машин, в первую очередь для упаковки пищевых продуктов, потребительских товаров и фармацевтических пакетов.
- Аluminum foil: От ультратонкой фольги толщиной 6 микрон для крышки блистерной упаковки фармацевтической продукции до фольги толщиной 25–40 микрон для упаковки кондитерских изделий, глубокая печать обеспечивает равномерную печать фольгой, чего другие процессы достигают с большим трудом.
- Бумага и картон: Мелованные и немелованные сорта бумаги для издательской деятельности, изготовления этикеток и печати на гибких картонных коробках. Способность глубокой печати создавать плавные полутоновые градиенты на бумаге делает ее предпочтительным процессом для высококачественной журнальной печати.
- Ламинированные и металлизированные пленки: Металлизированный БОПП, металлизированный ПЭТ и многослойные ламинаты являются распространенными подложками для глубокой печати в упаковке для закусок и кондитерских изделий, где необходимы как барьерные свойства, так и визуальный металлический эффект.
- Нетканые материалы: Некоторые специальные применения глубокой печати включают печать на нетканых полипропиленовых или полиэфирных тканях для упаковки медицинских товаров, гигиенических применений и рекламных материалов.
- Декоративные подложки: Плотная бумага, пропитанная декоративная бумага и пленки ПВХ, используемые в мебельном ламинате и напольных покрытиях, печатаются на машинах глубокой печати, специально сконфигурированных для работы с высокой плотностью покрытия и большими повторяющимися узорами, необходимыми в этих декоративных применениях.
Ротогравюрная, флексографская и офсетная печать: ключевые различия
Эти три процесса доминируют в коммерческой печати и печати упаковки, и каждый из них имеет свой собственный профиль производительности. Понимание практических компромиссов определяет, какой вариант является правильным для данного применения и объема.
| Фактор | Ротогравюра | флексографский | Смещение (лист/паутина) |
| Носитель изображений | Гравированный металлический цилиндр | Гибкая фотополимерная пластина | Аluminum printing plate |
| Стоимость цилиндра / пластины | Высокий (300–800 долларов за цилиндр) | Средний (80–300 долларов за тарелку) | Низкий (20–80 долларов за тарелку) |
| Качество печати | Отличные тональные градиенты, постоянная плотность | От хорошего до очень хорошего, улучшение с HD-пластинами | Отлично подходит для бумаги, ограниченное количество пленок |
| Минимальная экономичная длина пробега | Очень длинный (100 000 погонных метров) | Средний (10 000–50 000 м) | Короткий или средний (зависит от формата) |
| Скорость производства | 150–500 м/мин | 100–400 м/мин | Лист: 10 000–18 000 листов в час. |
| Гибкость подложки | Очень широкий спектр — пленки, фольга, бумага. | Широкая пленка, гофра, этикетки. | В основном бумага и картон |
| Время переключения | Длительный (замена цилиндров, промывка чернил) | Средний (замена пластин и гильз) | Короткий и средний |
| Лучшее для | Гибкая упаковка большого объема, публикация | Среднеобъемная упаковка, этикетки, гофрокартон | Бумага, картон, коммерческая печать |
Фундаментальной экономической реальностью глубокой печати является ее высокая стоимость допечатной подготовки, амортизируемая в течение очень больших тиражей. Гравировка полного набора 8-цветных цилиндров глубокой печати для нового дизайна упаковки может стоить 3000–8000 долларов и более по сравнению с 500–2000 долларов за аналогичный набор флексографских пластин. При длине пробега в 500 000 погонных метров эта разница в стоимости становится незначительной на единицу продукции, поэтому глубокая печать является доминирующим процессом для потребительской упаковки самого большого объема. Для более коротких тиражей флексографская печать почти всегда более экономична, несмотря на немного более низкий потолок максимального качества печати.

Преимущества качества печати ротогравюры
Ротогравюра обеспечивает характеристики качества печати, которые действительно трудно сопоставить с другими высокоскоростными процессами печати, особенно в конкретных технических областях, которые важны для упаковки премиум-класса и издательской деятельности.
Плавные тональные градиенты и плотность теней
Поскольку глубокая печать наносит чернила из физических ячеек разной глубины и площади, она может создавать чрезвычайно плавные, непрерывные градиенты тонов — от самых слабых светлых участков через средние тона до глубоких, насыщенных теней — без видимых точечных рисунков, которые характеризуют процессы печати на основе полутонов. В упаковке кондитерских изделий премиум-класса, косметических этикетках и печати публикаций, где ожидается фотографическое качество изображения, способность глубокой печати воспроизводить ровные тона кожи, текстуры пищевых продуктов и атмосферный фон является настоящим конкурентным преимуществом. Значения плотности теней 2,5–3,0 OD (оптическая плотность) достижимы на глубокой печати для насыщенных глубоких цветов по сравнению с 1,7–2,0 OD, типичными для флексографии.
Стабильность на протяжении длинных дистанций
После того как цилиндр глубокой печати выгравирован и задание одобрено на печатной машине, плотность цвета и качество печати остаются чрезвычайно стабильными на протяжении всего производственного цикла — часто сотни тысяч метров — потому что носитель изображения (гравированный цилиндр) не меняется в ходе тиража. При флексографской и офсетной печати сжатие и износ форм могут привести к постепенному смещению плотности при длительных тиражах. Для владельцев брендов со строгими стандартами цвета и очень большими объемами постоянство тиражей глубокой печати является существенным преимуществом в обеспечении качества, которое снижает процент брака и сводит к минимуму необходимость остановок цветокоррекции во время производства.
Тонкая линия и трафаретная печать
Современная лазерная гравировка цилиндров глубокой печати обеспечивает разрешение экрана 200–300 линий на см (эквивалент 500–750 lpi), что позволяет воспроизводить чрезвычайно мелкие детали — текст размером всего в 2 точки может быть воспроизведен чисто, а для печати тонких защитных рисунков требуется разрешение, которое только гравированные цилиндры глубокой печати могут обеспечить стабильно. Вот почему глубокая печать остается предпочтительным процессом для печати банкнот, изготовления паспортов и документов, удостоверяющих личность, а также других приложений безопасности, где точное воспроизведение функций является требованием защиты от несанкционированного доступа.
Распространенные дефекты печати на машинах глубокой печати и их причины
Даже на хорошо обслуживаемом оборудовании глубокая печать имеет ряд характерных дефектов, которые операторы печатных машин и специалисты по качеству должны распознавать и быстро устранять. Понимание основной причины помогает быстрее найти решение.
- Пропущены точки (пропускаются): Небольшие участки отпечатка выглядят как белые пятна или пустоты внутри сплошных или тонированных областей. Чаще всего возникает из-за высыхания чернил в ячейках перед переносом (слишком высокая вязкость чернил или слишком низкая скорость пресса для температуры сушки) или из-за загрязнения или износа печатного валика, который не может полностью прижать носитель к определенным ячейкам. Уменьшение вязкости и проверка состояния прижимного валика — первые шаги по исправлению ситуации.
- Полосы на ракельном лезвии: Тонкие линии, проходящие в направлении машины (параллельно движению полотна) через печатное изображение. Причиной является вмятина, скол или застрявшая частица в ракельном лезвии, а также затвердевшая частица чернил, застрявшая между лезвием и поверхностью цилиндра. Требуется замена или чистка лезвия; постоянные полосы могут указывать на повреждение хрома цилиндра, требующее повторного хромирования.
- Матовость или тонирование: А faint background of ink color in non-image areas — visible as a color cast across nominally clear or white areas of the print. Caused by insufficient doctor blade pressure or a worn blade that no longer cleanly wipes the cylinder surface. Increasing blade pressure or replacing the blade typically resolves this immediately.
- Неправильная регистрация: Ошибки выравнивания цветов при печати, из-за которых изображение выглядит размытым или с цветными каймами вокруг мелких деталей. Вызывается колебаниями натяжения полотна между печатными секциями, растяжением носителя из-за изменений температуры в сушильных камерах или изношенными системами управления приводкой. Требуется калибровка системы натяжения, оптимизация температуры сушилки и, возможно, техническое обслуживание или модернизация системы управления регистрами.
- Пятнистый: Неравномерная, неоднородная плотность чернил на сплошных участках печати — поверхность выглядит скорее пятнистой, чем гладкой и однородной. К частым причинам относятся неравномерная твердость печатного валика (плоские пятна или изношенные участки), неравномерная поверхностная энергия носителя или изменение вязкости чернил по ширине полотна. Проверка и замена прижимного ролика, а также проверка контроля вязкости являются основными корректирующими действиями.
- Блокировка: Напечатанные слои прилипают друг к другу на катушке — обнаруживается, когда катушка разматывается и поверхность печати рвется или переносит чернила на обратную сторону соседнего слоя. Причиной является неадекватная сушка между станциями или недостаточная окончательная сушка перед намоткой. Корректирующими мерами являются снижение скорости пресса, повышение температуры или скорости воздуха в сушильной машине или корректировка состава чернил в соответствии с более быстросохнущей смесью растворителей.
На что следует обратить внимание при покупке машины глубокой печати
Независимо от того, инвестируете ли вы в новую машину глубокой печати или покупаете бывшую в употреблении машину, эти области технических характеристик оказывают наибольшее влияние на производственные мощности, качество печати и общую стоимость владения.
Ширина полотна и диапазон повторения печати
Максимальная ширина полотна определяет размеры формата и количество параллельных полос печати, которые может обрабатывать машина. Большинство упаковочных машин глубокой печати имеют ширину 800 мм, 1000 мм, 1100 мм или 1300 мм. Более широкий станок обеспечивает большую гибкость компоновки и лучшую экономию на квадратный метр при полном использовании полотна, но он стоит дороже, требует более крупного оборудования и требует более широких цилиндров, которые тяжелее и дороже для гравировки. Диапазон повторения печати — минимальная и максимальная окружность цилиндра, которую может принять машина — определяет диапазон высот готовых пакетов, пакетов или этикеток, которые может производить машина. Более широкий диапазон повторений обеспечивает большую гибкость планирования, но требует более сложной конструкции держателя цилиндра и печатного блока.
Количество цветных блоков и конфигурация печатной машины
А 6-color press covers most general-purpose packaging work (CMYK plus two spot colors or coating units). An 8-color configuration adds flexibility for complex packaging with multiple brand colors, metallic effects, varnishes, or in-line primer and lamination. 10- and 12-color machines are used for the most complex decorative printing or multi-functional jobs requiring print plus coating plus lamination in a single pass. More color units mean higher machine cost, longer changeover time, greater energy consumption, and a longer press footprint — these factors need to be weighed against the revenue from the additional capability.
Система привода и технология контроля приводки
В старых печатных машинах глубокой печати использовались механические приводы линейного вала с пневматической или гидравлической коррекцией приводки — эти системы надежны, но медленно реагируют на ошибки приводки и требуют значительного вмешательства оператора для поддержания точного соответствия цветов. В современных печатных машинах используются отдельные сервоприводы на каждой печатной секции с электронными системами контроля приводки с замкнутым контуром, которые контролируют метки приводки каждого цвета и выполняют непрерывные микрокоррекции в режиме реального времени. Прессы с сервоприводом и автоматическим управлением приводкой могут достигать и поддерживать точность приводки ±0,1 мм при полной скорости производства, что значительно снижает количество отходов при запуске работы и позволяет быстрее наращивать скорость после замены цилиндров. Если вы оцениваете подержанный пресс, возраст и характеристики системы привода и приводки так же важны, как и механическое состояние цилиндров и роликов.
Утилизация растворителей и соблюдение экологических требований
Глубокая печать на основе сольвента приводит к образованию значительных объемов отработанного воздуха, содержащего растворитель, из сушильных установок. Нормативные требования в большинстве стран предписывают контролировать эти выбросы — либо с помощью системы восстановления растворителя (адсорбция активированным углем с последующей десорбцией пара или азота для регенерации растворителя для повторного использования), либо с помощью термического окислителя (RTO — регенеративный термический окислитель), который сжигает пары растворителя до CO₂ и воды. Пресс без интегрированной системы управления растворителями либо не сможет легально работать на регулируемом рынке, либо потребует значительных дополнительных капиталовложений в экологический контроль. При оценке покупки любой печатной машины глубокой печати спецификация системы очистки и восстановления является критически важным элементом комплексной проверки — как с точки зрения соблюдения нормативных требований, так и с точки зрения экономики повторного использования растворителей, что может компенсировать значительную часть затрат на расходные материалы при больших объемах производства.
Совместимость систем чернил: сольвентные и водные
В большинстве работающих в настоящее время машин глубокой печати используются чернила на основе растворителей, которые обеспечивают высочайшее качество печати и самую быструю скорость высыхания. Однако нормативное давление на выбросы ЛОС и обязательства владельцев брендов по устойчивому развитию стимулируют значительные инвестиции в системы для глубокой печати на водной основе. Для глубокой печати на водной основе требуются модифицированные системы сушки (более высокий объем воздуха и температура для испарения воды, а не растворителя), коррозионностойкие компоненты циркуляции чернил и системы с измененным составом чернил, которые могут соответствовать характеристикам вязкости и скорости печати сольвентных красок. Новые печатные машины на рынках со строгими нормами выбросов с самого начала все чаще требуют совместимости с чернилами на водной основе, а некоторые крупные упаковочные типографии модернизируют существующие сольвентные печатные машины для работы с водными чернилами. При выборе новой машины уточнение того, предназначена ли печатная машина для работы только с растворителем, только на водной основе или с двойной производительностью, имеет важное значение как для спецификации машины, так и для долгосрочной стратегии поставок чернил.

Категории продукта
Рекомендуемые новости
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Объяснение инспекционной перемоточной машины: как она работает и на что обращать внимание при покупке
2026-05-26Как на самом деле работает машина глубокой печати для отделочных материалов на древесных плитах (и почему это важно)
Рекомендуемые продукты
Разнообразие моделей для удовлетворения потребностей развития различных регионов мира.




Напишите нам прямо сейчас!
Быстрые ссылки
Продукты
- Принтер глубокой печати на декоративной бумаге серии KL
- Принтер глубокой печати на декоративной бумаге серии DL
- Принтер глубокой печати на декоративной бумаге серии HL
- Принтер глубокой печати на декоративной бумаге серии MG
- Машина для глубокой печати на декоративной бумаге серии LLW
- Принтер глубокой печати для декоративной бумаги серии BL, CS, JS, CL, JL, EL
- ......
Связаться с нами
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: № 32 Уцзятоу, деревня Цинке, улица Цзиньчэн, район Линьань, город Ханчжоу, провинция Чжэцзян
Copyright © Чжэцзян Мейге Машинери Ко., Лтд. All rights reserved.
 Конфиденциальность
Конфиденциальность