 Английский
Английский 中文简体
中文简体Машина глубокой печати для отделочных материалов на древесных плитах: полное техническое руководство и руководство по покупке
Что такое машина глубокой печати для отделочных материалов на древесных плитах?
Машина глубокой печати для отделочных материалов на основе древесины — это специализированная промышленная машина, предназначенная для переноса декоративных рисунков высокой четкости — текстуры дерева, текстуры камня, абстрактной геометрической формы, сплошных цветов — на подложки из бумаги, пленки или фольги, которые впоследствии используются для отделки поверхности таких панелей, как МДФ, ДСП, фанера и HPL (ламинат высокого давления). В отличие от глубокой печати в секторах упаковки и публикаций, это оборудование разработано специально для нужд мебельной промышленности, производства напольных покрытий и внутренней отделки, где точность приводки, глубина цвета и постоянство длины повтора напрямую связаны с визуальным качеством готовых панелей на потребительском уровне.
Подложки, обрабатываемые на этих машинах — обычно декоративная бумага-основа, пропитанная бумага, пленка ПВХ, пленка ПЭТ и антиадгезионная бумага с меламиновым покрытием — становятся визуальным поверхностным слоем досок ламината, мебельных щитов, панелей кухонных шкафов, облицовки стен и дверных обшивок. Цилиндр глубокой печати гравирует рисунок на глубину нескольких микрон и с исключительной однородностью переносит краску на полотно шириной от 1600 до 2200 мм и на рабочих скоростях, которые на современных машинах могут превышать 200 метров в минуту. Такое сочетание масштаба, скорости и разрешения делает глубокую печать доминирующей технологией печати для производства отделочных материалов для декоративных панелей во всем мире.
Как работает процесс глубокой печати на бумаге для декоративных панелей
Понимание механики процесса глубокой печати помогает объяснить, почему он так хорошо подходит для производства отделочных материалов для древесных плит и почему требования к качеству, предъявляемые к машине, настолько высоки.
Цилиндр глубокой печати и клеточная структура
Основой любой глубокой печати является гравированный цилиндр. При печати на декоративной бумаге цилиндры обычно изготавливаются из стального сердечника с медным поверхностным слоем, который гравируется — либо электромеханическим иглой, либо лазером — для создания миллионов микроскопических ячеек. Каждая ячейка содержит определенный объем чернил, который определяется глубиной и площадью ячейки. Более мелкие и мелкие ячейки пропускают меньше чернил и воспроизводят более светлые тона; более глубокие и крупные ячейки переносят больше чернил и производят более плотные цвета. Для текстур древесины, которые требуют чрезвычайно тонких тональных переходов, чтобы выглядеть реалистичными, геометрия ячейки должна быть выгравирована с допусками, измеряемыми в однозначных микронах. После гравировки медная поверхность хромируется до твердости, позволяющей ей выдерживать истирание ракельным лезвием на миллионах метров подложки без измеримого износа.
Перенос чернил, ракельное лезвие и оттискный валик
В процессе работы цилиндр глубокой печати вращается, частично погруженный в чернильный лоток, заливая чернилами все выгравированные ячейки. Ракельное лезвие из закаленной стали или композитного материала, удерживаемое под точным углом и прижимным давлением, затем очищает поверхность цилиндра, оставляя чернила только внутри выгравированных ячеек. Когда полотно подложки проходит через точку зажима между цилиндром глубокой печати и печатным валиком с резиновым покрытием, печатный валик плотно прижимает подложку к поверхности цилиндра, позволяя капиллярному действию и давлению вытягивать чернила из ячеек и переносить их на подложку. Давление печатного ролика, твердость резины и состояние поверхности являются критически важными переменными, которые напрямую влияют на равномерность переноса краски по всей ширине полотна.
Многоцветная печать и контроль приводки
Реалистичные рисунки с текстурой дерева и камня обычно требуют от четырех до восьми цветных станций, каждая из которых печатает отдельный слой чернил, который создает окончательный дизайн посредством цветоделения. Полотно проходит через каждую станцию печати последовательно, и совмещение между станциями (точность совпадения каждого цветового слоя с предыдущим) должно поддерживаться в пределах ±0,1 мм или ближе, чтобы избежать цветных ореолов или размытия, из-за которых рисунок может выглядеть нереалистичным. Современные машины глубокой печати для декоративной бумаги используют системы управления приводкой с замкнутым контуром, которые постоянно контролируют напечатанные метки с помощью датчиков камеры и в режиме реального времени выполняют микрорегулировку натяжения полотна и фазы цилиндра, чтобы компенсировать растяжение и тепловое расширение подложки.
Ключевые компоненты машины и их функции
Машина глубокой печати на бумаге для отделки древесных плит представляет собой сложную систему взаимозависимых подсистем. Производительность всей машины зависит только от самого слабого компонента в цепи. Ниже приводится разбивка основных функциональных систем и показано, как каждая из них влияет на качество печати и эффективность производства:
| Компонент | Функция | Критический параметр производительности |
| Размотка / Сплайсинг | Подает полотно подложки из рулона; обеспечивает непрерывную смену рулонов | Качество сварки, постоянство натяжения при размотке |
| Система натяжения подачи | Устанавливает и поддерживает стабильное натяжение полотна на входе в печатные станции. | Равномерность натяжения, скорость реакции танцорного ролика |
| Станция печати (для каждого цвета) | Переносит один слой краски через цилиндр глубокой печати, ракель и печатный валик. | Равномерность давления отпечатка, угол контакта ракеля, контроль вязкости краски |
| Блок сушки/отверждения | Испаряет растворитель или отверждает УФ-чернила между станциями печати и после них. | Стабильность температурного профиля, однородность воздушного потока, эффективность восстановления растворителя |
| Система управления регистрами | Отслеживает и корректирует выравнивание цветов в режиме реального времени. | Разрешение камеры, время реакции на коррекцию, допуск регистра |
| Система циркуляции чернил | Поддерживает вязкость, температуру и подачу чернил на каждую печатную станцию. | Стабильность вязкости (±1 секунда DIN4), контроль температуры (±1°C) |
| Веб-система руководства | Поддерживает боковое положение полотна на печатных станциях | Точность боковой коррекции (±0,5 мм или выше) |
| Перемотка / резка | Намотка готового печатного полотна на выходные рулоны; может включать в себя разрезку по ширине | Стабильность твердости валков, качество кромок разрезных валков |
Типы подложек, печатаемых на машинах глубокой печати для декоративных панелей
Диапазон подложек, обрабатываемых на машинах глубокой печати для отделочных материалов древесных плит, шире, чем думают многие за пределами отрасли. Каждый тип носителя для печати имеет различные характеристики, которые влияют на настройку аппарата, химический состав чернил, требования к сушке и управление натяжением.
Декоративная бумага-основа
Декоративная бумага-основа, также называемая декоративной бумагой или оверлейной бумагой, является наиболее широко используемым материалом для печати в этом секторе. Это специально изготовленная бумага с высокой непрозрачностью, контролируемой пористостью и стабильностью размеров, обычно плотностью от 60 до 130 г/м². После глубокой печати эту бумагу пропитывают меламином или карбамидоформальдегидной смолой и прижимают к подложкам из МДФ или ДСП под воздействием тепла и давления для создания готовой поверхности панели. Бумага должна принимать чернила для глубокой печати на основе растворителей с высокой однородностью впитывания, чтобы обеспечить постоянство цвета; Изменения пористости бумаги по ширине полотна напрямую приводят к изменениям плотности печати, которые видны на готовой ламинированной панели.
Декоративная пленка ПВХ
Пленка ПВХ широко используется в качестве отделочного материала для деталей мебели, дверных полотен и оклейки профилей. Для глубокой печати на пленке ПВХ требуются системы красок, разработанные специально для пластифицированного ПВХ, чтобы предотвратить миграцию краски с течением времени — явление, при котором пластификаторы из ПВХ мигрируют в слой краски, вызывая изменение цвета и потерю адгезии в течение срока службы продукта. Подложки из ПВХ-пленки также более чувствительны к теплу, чем бумага, поэтому требуется тщательный контроль температуры сушки и скорости полотна, чтобы избежать термической деформации.
Пленки ПЭТ и ОПП
Пленки из полиэстера (ПЭТ) и ориентированного полипропилена (ОПП) используются для высокопроизводительной отделки, где требуется более высокая устойчивость к влаге, истиранию и химикатам по сравнению с ПВХ или бумагой. Эти пленки имеют очень низкую поверхностную энергию и требуют обработки коронным разрядом непосредственно в процессе печати или перед печатью для повышения поверхностной энергии до уровня, достаточного для адгезии краски. Глубокая печать на ПЭТ и ОПП также требует точного контроля натяжения, поскольку эти пленки имеют низкое удлинение при разрыве и склонны к разрывам полотна, если скачки натяжения превышают предел прочности пленки.
Пропитанная бумага и антиадгезионная пленка
Некоторые конфигурации машин глубокой печати в этом секторе печатают на предварительно пропитанной бумаге (бумаге, которая уже частично пропитана смолой) или на силиконовых антиадгезионных вкладышах, используемых в процессах ламинирования с коротким циклом. Эти основы создают дополнительные проблемы: пропитанная бумага имеет меньшее поглощение чернил по сравнению с бумагой-основой из-за того, что смола заполняет поры волокна, что требует корректировки рецептуры чернил с измененными профилями высыхания, в то время как антиадгезионные пленки требуют специальных стратегий адгезии чернил из-за низкоэнергетической силиконовой поверхности.
Системы красок, используемые при глубокой печати на бумаге для отделки панелей
Химический состав чернил, используемый в машина глубокой печати для отделочных материалов древесных плит должны удовлетворять требованиям, выходящим далеко за рамки внешнего вида. Чернила становятся постоянным компонентом готового панельного продукта и должны выдерживать условия последующей обработки — пропитку смолой, высокотемпературные циклы прессования ламинирования, поверхностный износ — без изменения цвета, расслоения или расслоения.
Чернила для глубокой печати на основе растворителей
Чернила на основе растворителей остаются доминирующим химическим составом для глубокой печати на декоративной бумаге. В качестве носителя они используют летучие органические растворители — обычно толуол, этилацетат или смеси спиртов, которые быстро испаряются в сушильных печах между станциями печати. Чернила на основе растворителей обеспечивают быструю скорость высыхания (обеспечивая высокую скорость печати), превосходное затекание в ячейки глубокой печати (важно для воспроизведения мелких деталей древесины) и прочную адгезию как к бумажным, так и к пленочным основам. Основным недостатком является необходимость в системах рекуперации растворителей — термических окислителях или установках адсорбции активированным углем — для улавливания и нейтрализации выбросов ЛОС в соответствии с экологическими нормами.
Краски для глубокой печати на водной основе
Краски для глубокой печати на водной основе используются на предприятиях со строгими ограничениями на выбросы растворителей или там, где производство бумажных основ для пищевых продуктов требует обработки без растворителей. Чернила на водной основе требуют более высоких затрат энергии для сушки, чем чернила на основе растворителя, поскольку вода имеет гораздо более высокую теплоту испарения, а это означает, что сушильные печи должны работать более горячими и дольше, чтобы обеспечить эквивалентную сушку при заданной скорости пресса. Обычно это приводит к снижению максимальной скорости пресса на 15–25% по сравнению с эквивалентными операциями с использованием растворителей. Рецептура чернил для глубокой печати на водной основе на декоративной бумаге также требует тщательного регулирования pH и контроля пенообразования для предотвращения дефектов печати.
Требования совместимости смол
Важнейшим и часто упускаемым из виду требованием к краскам, используемым при глубокой печати на декоративной бумаге, является совместимость с пропитывающими смолами, наносимыми далее. Когда декоративная бумага с печатью пропитана меламиновой смолой, смола должна проникать через слои печатной краски, не вызывая растекания цвета, растворения краски или потери адгезии между краской и бумажным волокном. Производители чернил создают краски для глубокой печати на декоративной бумаге с использованием совместимых со смолами связующих, которые остаются неповрежденными в процессе пропитки и прессования. Перерабатывающим предприятиям следует всегда проверять новые рецептуры чернил на соответствие конкретным системам смол, используемым на их последующих линиях пропитки, прежде чем приступить к полномасштабному производству.

Варианты конфигурации машины для различных производственных требований
Машины глубокой печати для отделочных материалов древесных плит доступны в нескольких форматах конфигурации, каждый из которых оптимизирован для различных масштабов производства, типов подложек и уровней сложности дизайна. Выбор правильной конфигурации — это решение, требующее капиталовложений и имеющее долгосрочные последствия для гибкости производства и экономичности.
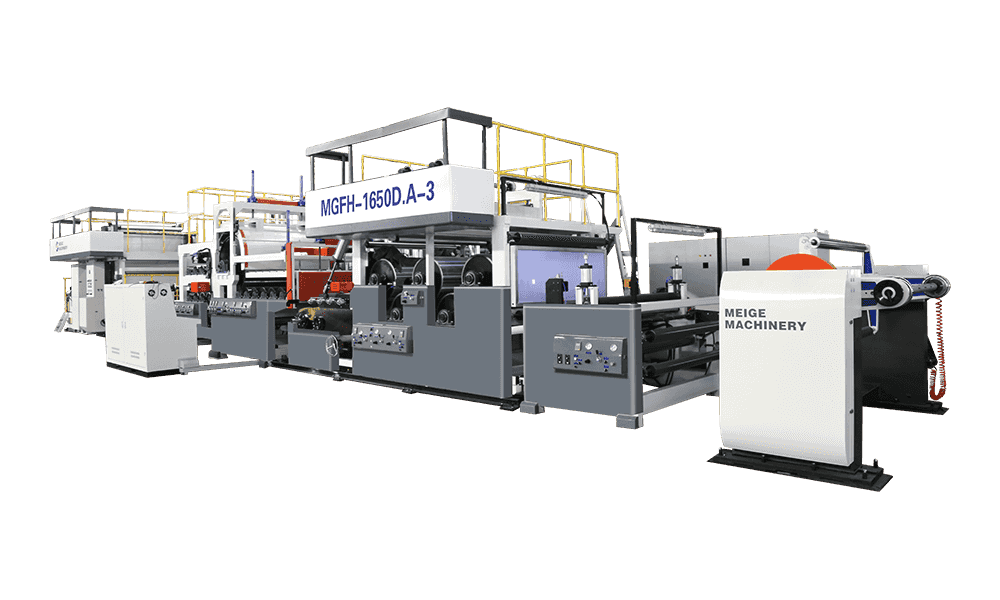
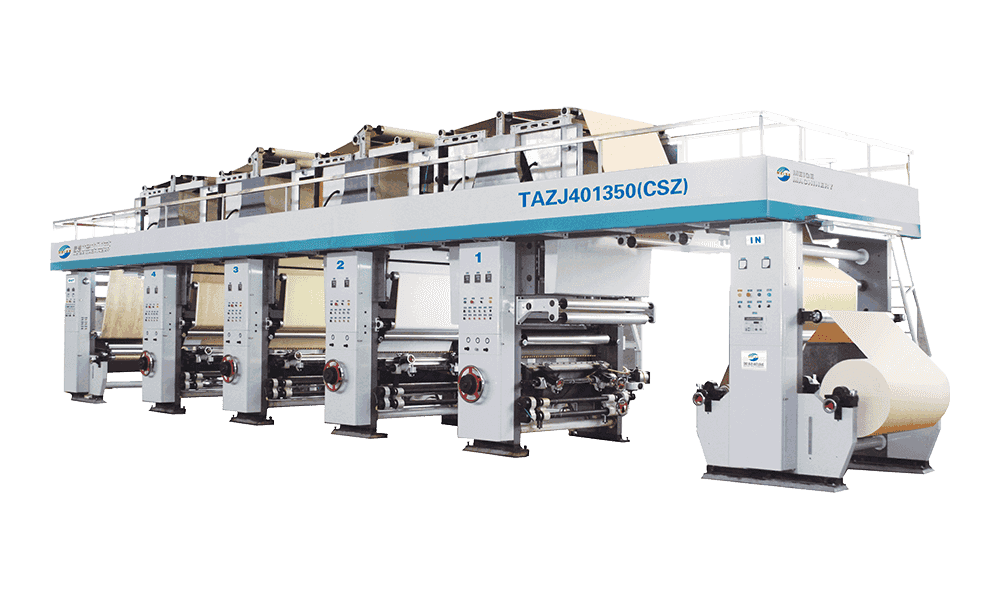
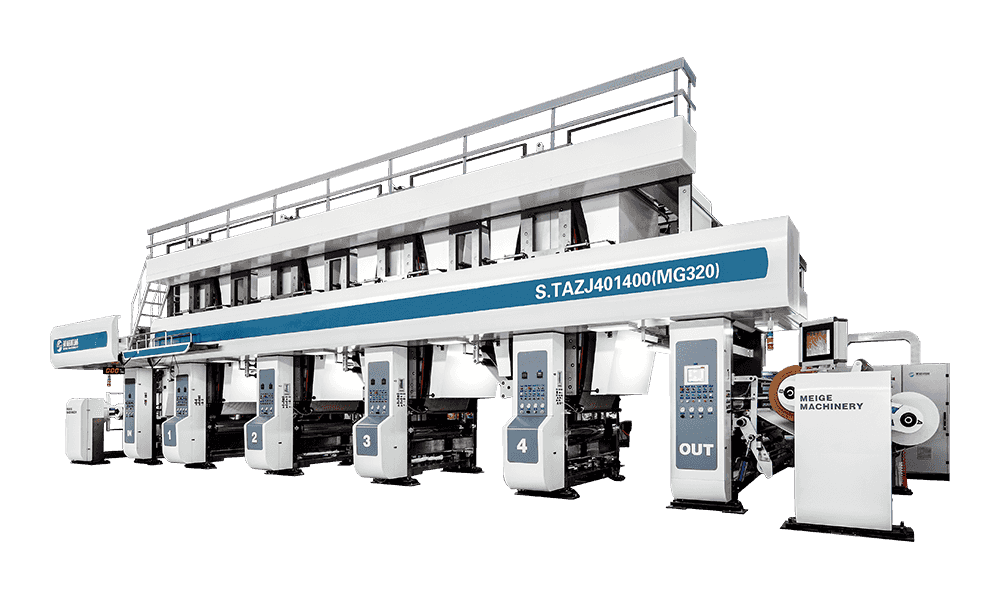
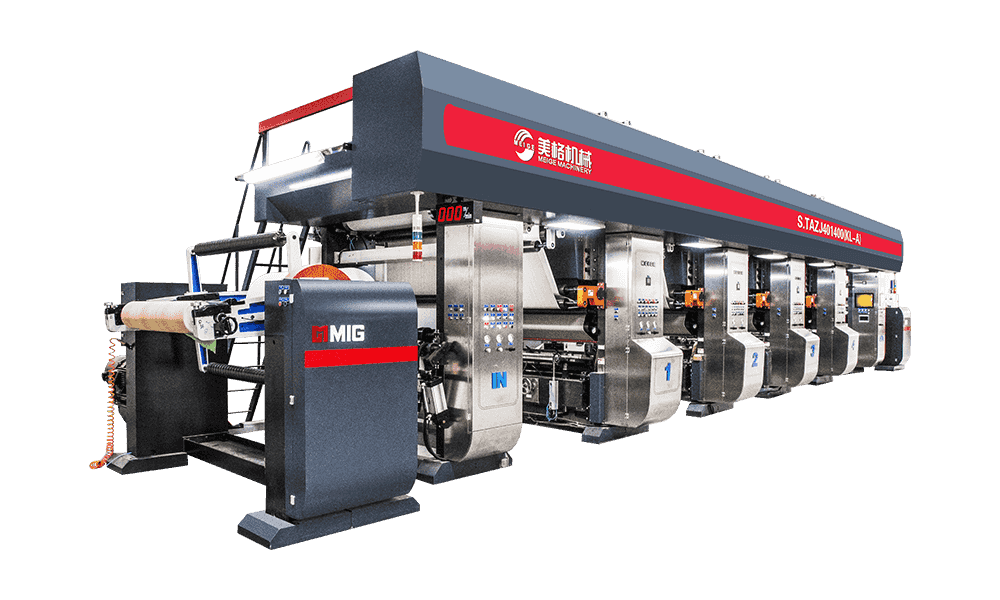
Линейные многокрасочные печатные машины
В линейной конфигурации все станции печати расположены в горизонтальной последовательности, при этом полотно перемещается от разматывания через каждую цветную станцию к перемотке по одному непрерывному пути. Это наиболее распространенная конфигурация для больших объемов печати на декоративной бумаге с использованием четырех-восьми цветов. Линейные печатные машины обеспечивают высочайшую скорость производства (до 250 м/мин на современных машинах), самый строгий контроль приводки и наилучшую пригодность для автоматизированных систем управления цветом, поскольку путь полотна линейный и предсказуемый. Компромиссом является занимаемая площадь машины: 8-красочная линейная машина глубокой печати для декоративной бумаги может иметь длину 40–60 метров, что требует значительной площади в типографии.
Прессы башенной (стопочной) конфигурации
Машины глубокой печати башенной конфигурации устанавливают печатные станции вертикально, уменьшая занимаемую площадь машины, сохраняя при этом возможность многоцветной печати. Их чаще можно увидеть на предприятиях, где площадь помещения ограничена или где производственный комплекс включает в себя короткие партии различных конструкций, требующих частой замены цилиндров. Вертикальный путь полотна может создавать дополнительные проблемы с контролем натяжения и управлением приводкой по сравнению с линейными конфигурациями, но современные системы сервопривода в значительной степени решают эти проблемы на башенных печатных машинах премиум-класса.
Комбинированные линии глубокой печати и нанесения покрытия
Многие производители отделочных материалов для древесных плит инвестируют в комбинированные линии, которые объединяют станции глубокой печати с линейными аппликаторами для нанесения покрытий — обычно для нанесения базовых слоев, барьерных покрытий или верхних лаков за один проход рулона с операцией печати. Такая конфигурация устраняет необходимость в отдельном проходе нанесения покрытия, сокращая количество операций, время высыхания и риск загрязнения поверхности между этапами обработки. Комбинированные линии особенно распространены при производстве отделочных материалов для панелей на основе пленок ПВХ и ПЭТ, где помимо декоративной печати требуется несколько слоев функционального покрытия.
Критические параметры качества при глубокой печати на декоративных панелях
Стандарты качества, применяемые к отделочным материалам панелей с глубокой печатью, значительно более требовательны, чем для многих других применений глубокой печати, поскольку конечный визуальный результат оценивается при тщательном изучении в виде большой плоской поверхности панели, освещенной лучами света в выставочном зале или в домашних условиях. Наиболее критичными для контроля являются следующие параметры качества:
- Плотность и консистенция цвета: Изменение цвета ΔE по ширине полотна и вдоль направления машины должно поддерживаться в пределах ΔE ≤ 1,5 (лаборатория CIE) для декоративных сортов бумаги премиум-класса. Изменения, превышающие этот порог, становятся заметными в виде цветных полос или различий в оттенках на лицевой стороне панели. Постоянная вязкость чернил и управление температурой являются основными средствами контроля этого параметра.
- Точность регистрации: Для многоцветных рисунков древесины и камня совмещение цветов должно поддерживаться в пределах от ±0,1 до ±0,2 мм на протяжении всего производственного цикла. Смещение приводки за пределами этого диапазона приводит к появлению видимых цветных ореолов вокруг элементов рисунка, которые сразу же заметны на поверхности ламинированной панели.
- Постоянство длины раппорта узора: Окружность цилиндра глубокой печати определяет длину повторения рисунка — обычно от 630 до 1250 мм для декоративных бумажных рисунков. Любое изменение длины повтора (вызванное колебаниями натяжения или люфтом подшипников цилиндра) приводит к несоответствию стыков между панелями при напольных покрытиях или облицовке стен, которые хорошо заметны в установленном конечном продукте.
- Полосы на ракельном лезвии и недостающие точки: Дефекты ракельного ножа — тонкие непрерывные линии, идущие в направлении машины — являются одними из наиболее распространенных дефектов глубокой печати, и их труднее всего полностью устранить. Они вызваны частицами или затвердевшими фрагментами чернил, попавшими между кромкой лезвия и поверхностью цилиндра. Тщательная фильтрация чернил, выбор материала лезвия (сталь, композит или пластик) и управление давлением загрузки лезвия являются основными элементами контроля.
- Полнота высыхания чернил: Остаточный растворитель в печатном полотне, вызванный недостаточной сушкой между печатными станциями или после них, приводит к слипанию (слипанию соседних слоев перемотанного рулона), переносу цвета на опорные валы и плохой адгезии краски после последующей пропитки. Остаточные уровни растворителя следует контролировать с помощью встроенного или автономного тестирования растворителей на протяжении всего производственного цикла.
- Поверхностные загрязнения и засосы: Частицы пыли, бумажные волокна и засохшие частицы чернил, попадающие на полотно носителя между станциями печати, создают засосы — небольшие круглые дефекты с отсутствующим центром, окруженным кольцом густого чернильного отложения. Стандарты чистых помещений для печатной среды, эффективные системы очистки полотна и закрытые емкости для чернил сводят к минимуму дефекты, связанные с загрязнением.
Подготовка цилиндра глубокой печати и гравировка текстур древесины
Цилиндр глубокой печати является одновременно самым дорогим расходным материалом в процессе глубокой печати на декоративной бумаге и единственным компонентом, который самым непосредственным образом определяет визуальное качество конечного продукта. Для производителей отделочных материалов для древесных плит качество цилиндров и управление ими представляют собой значительные текущие эксплуатационные расходы и конкурентное преимущество.
Оцифровка дизайна и разделение цветов
Создание цилиндра глубокой печати с текстурой дерева или камня начинается с цифрового создания высокого разрешения. Образцы натуральной древесины или поверхности камня сканируются с разрешением от 600 до 1200 точек на дюйм или фотографируются в условиях контролируемого освещения, чтобы запечатлеть полный тональный диапазон текстуры. Затем этот цифровой файл обрабатывается с помощью программного обеспечения для разделения цветов, которое делит дизайн на количество слоев краски, запланированных для задания печати, назначает каждый слой определенной цветной станции и генерирует файлы данных гравировки — по одному на цилиндр — которые будут управлять гравировальным станком. Качество цветоделения напрямую определяет, насколько реалистично будет выглядеть окончательный напечатанный рисунок на поверхности панели.
Электромеханическая и лазерная гравировка
Для декоративных бумажных цилиндров глубокой печати используются две технологии гравировки. При электромеханической гравировке используется алмазный иглу, приводимый в движение серводвигателем, для физического вырезания ячеек на поверхности медного цилиндра с частотой до 8000 ячеек в секунду, создавая ячейки с характерной формой ромба или V-образной канавки. Лазерная гравировка использует сфокусированный мощный лазерный луч для удаления материала с поверхности цилиндра, создавая ячейки с более крутыми стенками и более разнообразными формами, которые могут более точно воспроизводить сложные тональные градиенты. Цилиндры с лазерной гравировкой обычно предпочтительнее для самых требовательных декоративных работ на бумаге, особенно для воспроизведения тонкой микротекстуры пористых структур натуральной древесины, поскольку они обеспечивают большую гибкость геометрии ячеек и более высокое тональное разрешение.
Хромирование и управление сроком службы цилиндров
После гравировки поверхность медного цилиндра хромируется до твердости по Виккерсу 900–1000 HV, создавая износостойкую поверхность, способную противостоять непрерывному истиранию стальным ракелем на миллионах метров подложки. Срок службы цилиндра до повторного хромирования обычно составляет 5–15 миллионов метров печати, в зависимости от типа ракеля, абразивности чернил и скорости печати. По окончании срока службы цилиндры дехромируются, медная поверхность снова полируется, а цилиндр повторно гальванизируется и гравируется для следующей работы, что делает цилиндры глубокой печати амортизируемым активом, управление которым осуществляется в течение десятков производственных циклов в течение всего срока службы.
Автоматизация и интеграция Индустрии 4.0 в современные машины глубокой печати для декоративной бумаги
Последнее поколение машин глубокой печати для отделочных материалов на древесных плитах включает в себя передовые функции автоматизации и интеграции данных, которые значительно повышают эффективность производства, стабильность качества и отслеживаемость по сравнению с машинами десятилетней давности.
- Автоматические системы управления цветом (CMS): Линейные спектрофотометры или денситометры непрерывно измеряют значения цвета печати по ширине полотна и автоматически регулируют подачу чернил, вязкость и давление отпечатка для поддержания заданного цвета в пределах спецификации без вмешательства оператора. Современные системы CMS могут обеспечить стабильность цвета в пределах ΔE ≤ 0,5 при стабильных производственных циклах.
- Автоматический контроль вязкости: Вискозиметры на каждой станции подачи чернил непрерывно контролируют вязкость чернил и автоматически добавляют растворитель или концентрат чернил для поддержания заданной вязкости в пределах ±0,5 секунды (чашка DIN4). Это исключает ручную проверку вязкости — основной источник изменения цвета на менее автоматизированных машинах.
- Автоматическая регулировка давления и угла ракеля: Системы ракельных ножей с сервоуправлением позволяют устанавливать давление лезвия и угол контакта и сохранять их в качестве параметров задания в системе управления прессом, что позволяет повторять настройку от задания к заданию без ручной регулировки лезвия. Некоторые усовершенствованные системы также контролируют износ лезвия и предупреждают оператора о необходимости замены лезвия.
- 100% оперативное обнаружение дефектов: Системы камер высокого разрешения, работающие со скоростью печатной машины, сканируют всю ширину рулона на наличие дефектов печати — засосов, полос, ошибок приводки, пропущенных точек — и отмечают дефектные участки рулона с помощью автоматических систем маркировки, чтобы их можно было исключить во время последующей обработки. Это исключает необходимость ручного контроля рулонов и гарантирует, что дефектный материал не попадет на линии пропитки и ламинирования.
- Мониторинг OEE и интеграция MES: Современные системы управления печатной машиной регистрируют все производственные данные — скорость, натяжение, температуру, значения цвета, дефекты, причины простоев — в режиме реального времени на платформах системы управления производством (MES), что позволяет анализировать OEE (общая эффективность оборудования), прогнозировать график технического обслуживания и полностью отслеживать производство от рулона подложки до готового печатного рулона.
Ведущие производители прессов глубокой печати для материалов для отделки декоративных панелей
Рынок машин глубокой печати для отделочных материалов древесных плит обслуживается относительно небольшим количеством производителей специализированных печатных машин, большинство из которых имеют большой опыт как в технологии глубокой печати, так и в специфических требованиях индустрии декоративных панелей. Следующие компании входят в число наиболее авторитетных поставщиков в этом секторе:
- Bobst Group (Швейцария): Подразделение глубокой печати Bobst предлагает высокоскоростные линейные печатные машины с передовыми системами автоматизации, подходящими для декоративной печати на бумаге и пленке. Их платформа Expert RS 6003 и связанные с ней платформы широко используются в крупносерийном производстве декоративной бумаги.
- Windmöller & Hölscher (Германия): W&H производит прессы глубокой печати с широкими возможностями в области гибкой упаковки и технических подложек, конфигурации которых можно адаптировать для применения в декоративной пленке и бумаге.
- Группа Черутти (Италия): Cerutti имеет долгую историю в области публикаций и декоративной глубокой печати, а ее печатные платформы специально разработаны для широкополосного производства декоративной бумаги в мебельной промышленности и промышленности по производству напольных покрытий.
- Печатное оборудование Shaanxi Beiren (Китай): Один из ведущих китайских производителей оборудования глубокой печати для сектора декоративной бумаги, предлагающий как стандартные, так и настроенные на заказ широкорулонные печатные машины, ориентированные на большой внутренний китайский рынок декоративных панелей, а также на экспортных клиентов.
- Группа компаний UTECO (Италия): UTECO производит высокопроизводительные машины глубокой печати с мощными системами приводки и управления цветом, которые установлены на предприятиях по печати на декоративной бумаге в Европе, Азии и Америке.
Ключевые соображения при инвестировании в пресс глубокой печати для производства отделочных материалов для панелей
Покупка машины глубокой печати для производства отделочных материалов для древесных плит является одной из крупнейших капиталовложений, которую может сделать переработчик декоративной бумаги или пленки. Прежде чем выбирать конкретную машину и поставщика, необходимо систематически учитывать следующие критерии оценки.
Требования к ширине и скорости полотна
Определите максимальную и минимальную ширину подложки, которую необходимо обработать, а также диапазон типов подложек (бумага, пленка ПВХ, пленка ПЭТ) и их плотность. Это определяет требования к механической конструкции прижимного валика, нагрузкам на подшипники цилиндра, производительности системы сушки и диапазону регулирования натяжения полотна. Машина, предназначенная для одного типа носителя, с одной шириной и скоростью, всегда будет превосходить более универсальную конструкцию, но машина, которая не может удовлетворить весь ваш ассортимент продукции, ограничит будущий рост.
Количество цветных станций и сложность конструкции
Оцените свое текущее и планируемое портфолио дизайнеров, чтобы определить максимальное количество цветных станций, которые вам действительно понадобятся. Добавление станции печати к существующей машине возможно на некоторых платформах, но это всегда дороже и технически сложнее, чем указывать правильное количество станций во время первоначальной покупки. Большинство операций глубокой печати на декоративной бумаге обнаруживают, что от шести до восьми цветных станций обеспечивают достаточную гибкость для полного спектра текстур дерева, камня и абстрактных рисунков в типичном портфолио продукции.
Совместимость системы чернил и соответствие экологическим требованиям
Убедитесь, что система сушки машины — будь то термическая регенерация растворителя, прямое окисление или УФ-отверждение — совместима с химическими составами чернил, которые вы собираетесь использовать, и соответствует текущим и ожидаемым в будущем нормам выбросов летучих органических соединений в вашей юрисдикции. Модернизация существующих машин с соблюдением экологических требований обходится дорого; определение правильной технологии сушки и контроля выбросов при покупке машины значительно более экономично.
Послепродажная поддержка и наличие запасных частей
Машина глубокой печати, которая находится в незапланированном простое, представляет собой чрезвычайно дорогостоящий актив, простаивающий без дела. Оцените охват сервисной сети каждого производителя в вашем регионе, типичные сроки поставки запасных частей для критически важных компонентов (прижимные валики, держатели ракельных лезвий, компоненты системы сушки, сервоприводы), а также наличие возможностей удаленной диагностики и поддержки. Рекомендательные визиты к существующим клиентам производителя оборудования в вашей отрасли — это наиболее надежный способ оценить реальные показатели послепродажного обслуживания перед совершением покупки.
Заключительные мысли о глубокой печати для отделочных материалов древесных плит
Машина глубокой печати остается окончательной технологией производства декоративной бумаги и пленок, которые придают древесным панелям их визуальную идентичность — текстуру древесины, текстуру камня и декоративные узоры, которые потребители видят каждый день на своих полах, мебели и внутренних помещениях. Ни одна другая технология печати в настоящее время не сочетает в себе такое разрешение, скорость, ширину полотна и постоянство нанесения краски, которые глубокая печать обеспечивает в производственных масштабах, необходимых мировой индустрии отделки панелей.
По мере развития отрасли – с растущим спросом на более короткие тиражи дизайна, более быстрые циклы вывода дизайна на рынок и более экологичные системы красок и подложек – производители машин глубокой печати и переработчики декоративной бумаги адаптируются за счет автоматизации, интеграции цифровых рабочих процессов и инноваций в области химии красок. Для производителей материалов для отделки древесных плит, которые оценивают свою стратегию в области технологий печати, глубокое понимание возможностей глубокой печати, параметров качества и инвестиционных соображений является важной основой для принятия решений, которые будут определять конкурентоспособность их продукции на следующее десятилетие и далее.

Категории продукта
Рекомендуемые новости
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Объяснение инспекционной перемоточной машины: как она работает и на что обращать внимание при покупке
2026-05-26Как на самом деле работает машина глубокой печати для отделочных материалов на древесных плитах (и почему это важно)
Рекомендуемые продукты
Разнообразие моделей для удовлетворения потребностей развития различных регионов мира.




Напишите нам прямо сейчас!
Быстрые ссылки
Продукты
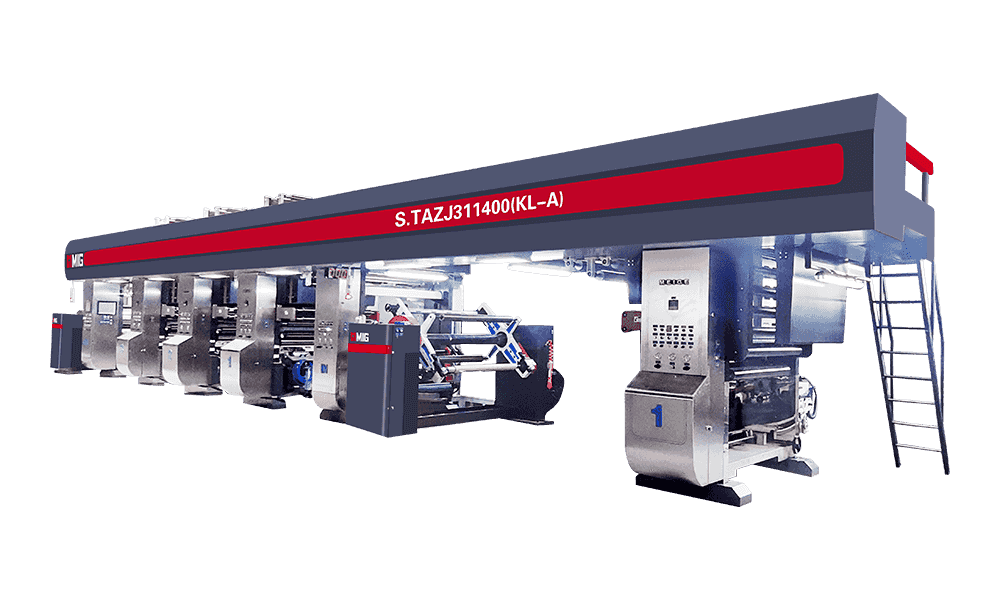
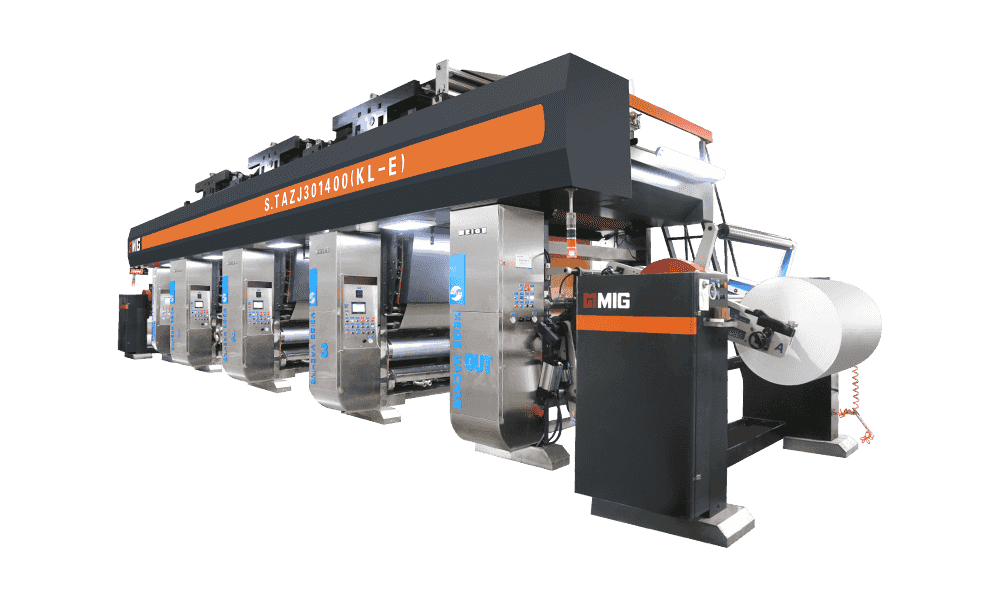
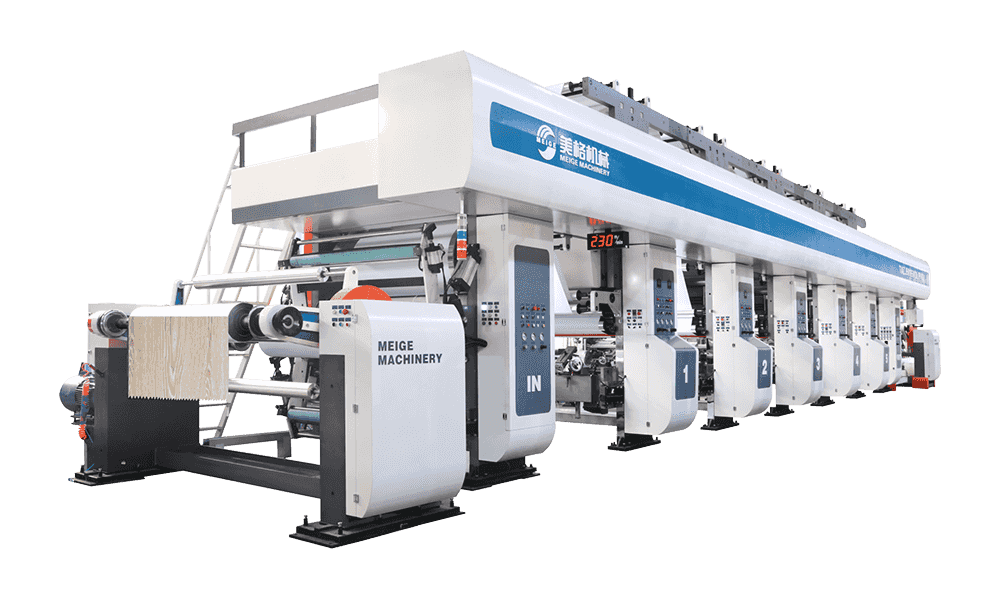
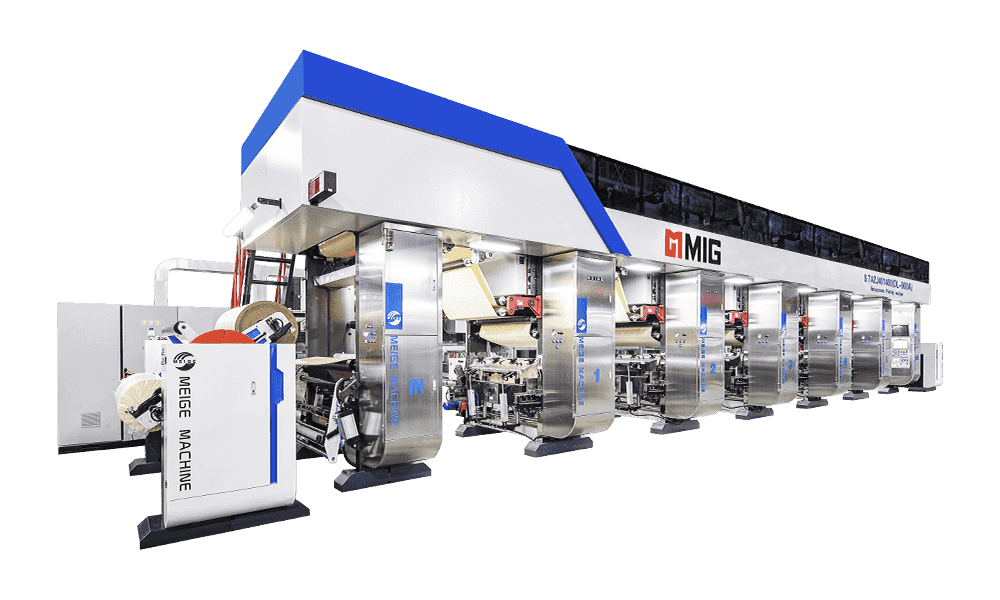
- Принтер глубокой печати на декоративной бумаге серии KL
- Принтер глубокой печати на декоративной бумаге серии DL
- Принтер глубокой печати на декоративной бумаге серии HL
- Принтер глубокой печати на декоративной бумаге серии MG
- Машина для глубокой печати на декоративной бумаге серии LLW
- Принтер глубокой печати для декоративной бумаги серии BL, CS, JS, CL, JL, EL
- ......
Связаться с нами
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: № 32 Уцзятоу, деревня Цинке, улица Цзиньчэн, район Линьань, город Ханчжоу, провинция Чжэцзян
Copyright © Чжэцзян Мейге Машинери Ко., Лтд. All rights reserved.
 Конфиденциальность
Конфиденциальность